
大型铝合金铸件缺陷预测及铸造工艺优化.pdf

莉娜****ua

1/10
2/10
3/10

4/10

5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共84页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
大型铝合金铸件缺陷预测及铸造工艺优化.pdf
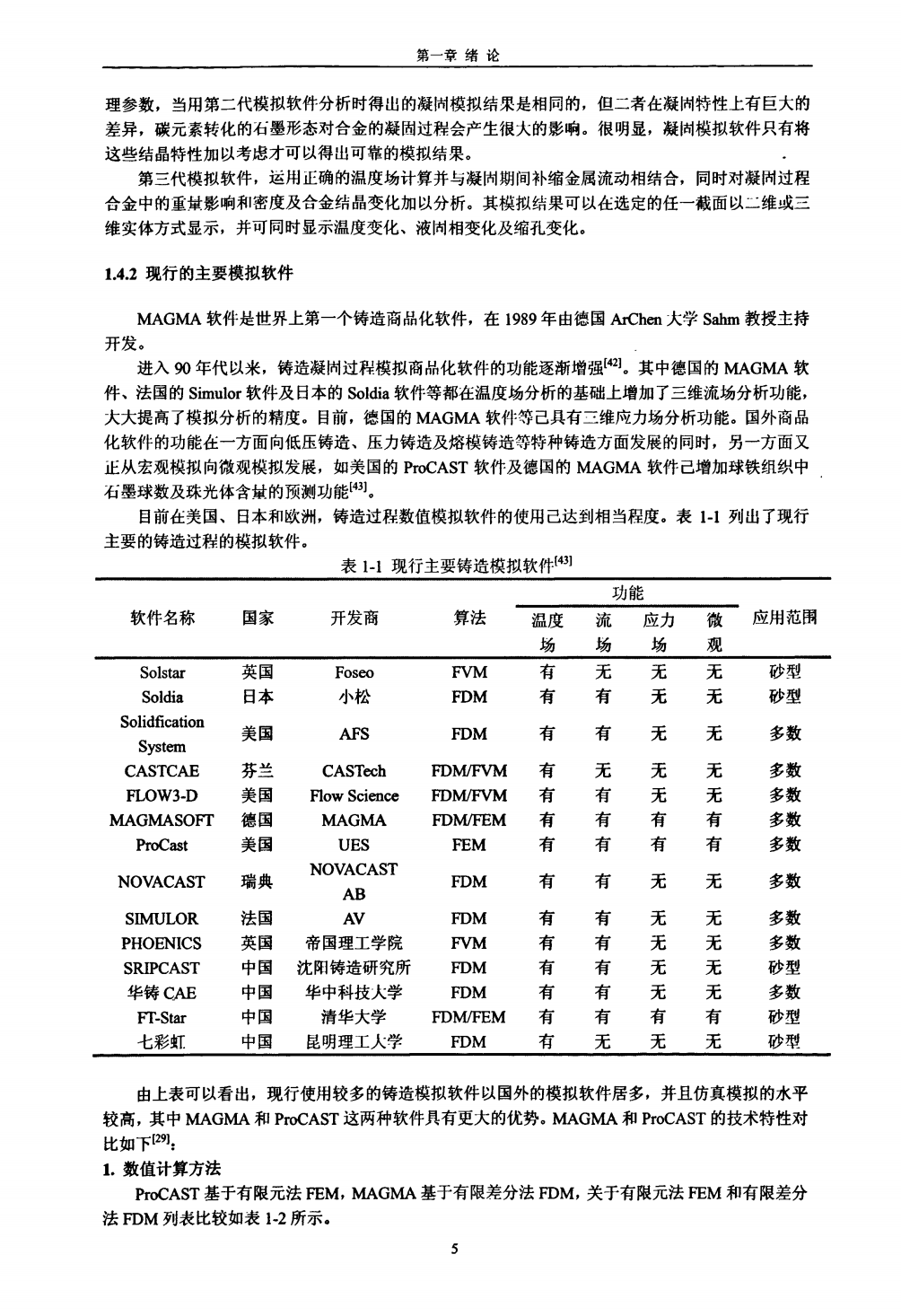
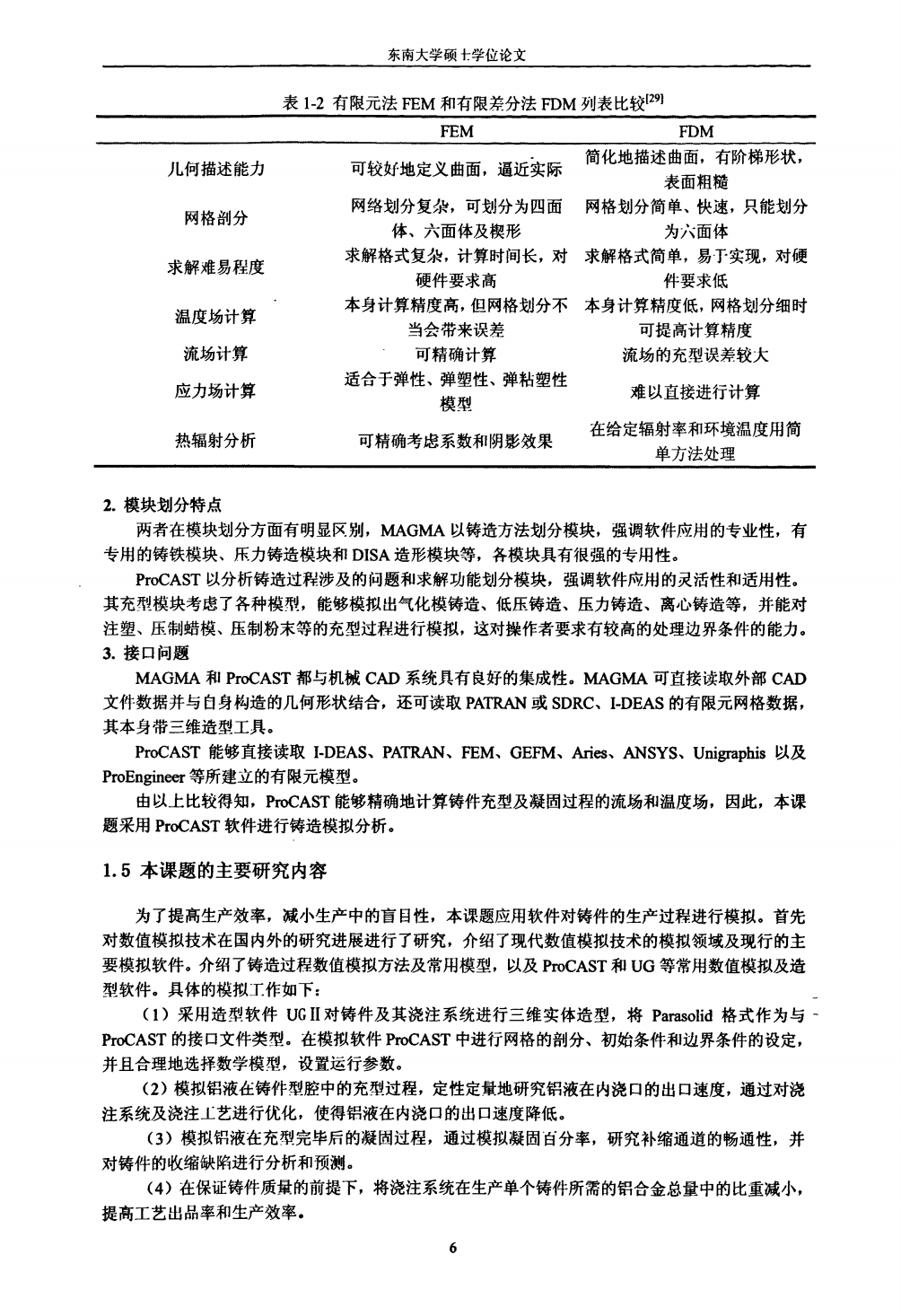
东南大学硕士学位论文大型铝合金铸件缺陷预测及铸造工艺优化姓名:邹莹申请学位级别:硕士专业:材料加工工程指导教师:潘冶20090301摘要单件质茸为拇笮捅诤癫痪鹊奶ń鬃赐残温梁辖鹬猿湫筒黄轿群筒顾醪怀浞忠造成气孔、缩孔等缺陷而导致废品。如果仅靠传统经验去设计丁艺方案并直接在生产中调试则生产效率低浪费人力物力。本课题采用数值模拟的方法对铸件的充型

长筒状铝合金铸件铸造缺陷的工艺改进措施.docx
长筒状铝合金铸件铸造缺陷的工艺改进措施铝合金的优良性能决定了它在制造领域得到广泛应用,越来越多的产品都采用铝合金作为主要原材料。长筒状铝合金铸件是其中的一种热门产品,其形状和尺寸都比较特殊,且要求表面光洁度高、内壁无砂眼、气孔等缺陷。然而,由于铝合金的熔点低、表面张力大、收缩率高等特点,长筒状铸件在铸造过程中很容易出现各种缺陷。本文旨在探讨铸造长筒状铝合金铸件的常见缺陷和改进措施。一、常见缺陷1.砂眼:是铝合金铸件的常见缺陷之一,通常出现在投料口和涨杆位置,其主要原因是与气孔相似,流动时膨胀力将砂堆顶推开

复杂铝合金铸件铸造工艺优化与设计.docx
复杂铝合金铸件铸造工艺优化与设计复杂铝合金铸件铸造工艺优化与设计摘要:铝合金因其良好的机械性能、良好的耐腐蚀性和良好的加工性能而被广泛应用于航空、汽车、电子等领域。然而,复杂铝合金铸件的铸造工艺存在很多挑战,如填充不均匀、气孔问题等。因此,本文提出了一种复杂铝合金铸件的铸造工艺优化与设计方法,旨在提高铸件的质量和生产效率。关键词:铝合金、铸造工艺、优化、设计1.引言铝合金由于具有轻质、高强度、良好的导电性和导热性,被广泛应用于许多领域。铝合金铸件一直是铝合金产品的重要组成部分,但由于其复杂的形状和结构,铸

大型薄壁铝合金铸件重力铸造工艺实例分析.docx
大型薄壁铝合金铸件重力铸造工艺实例分析大型薄壁铝合金铸件重力铸造工艺实例分析摘要:铝合金铸件在工业制造中具有广泛的应用,其中大型薄壁铝合金铸件更是具有重要的地位。本文以大型薄壁铝合金铸件重力铸造工艺为研究对象,分析了该工艺的原理、优势和应用,同时结合实际案例进行了案例分析和讨论。通过本文的研究,可以为相关领域的工程技术人员和研究人员提供参考和借鉴。关键词:大型薄壁铝合金铸件、重力铸造、工艺分析、案例研究1.引言铝合金铸件因其重量轻、强度高、导热性能好等优点,在航空航天、汽车、机械制造等领域得到广泛应用。大

铸造工艺对ZL205A大型回转体铸件偏析缺陷的影响.docx
铸造工艺对ZL205A大型回转体铸件偏析缺陷的影响铸造工艺对ZL205A大型回转体铸件偏析缺陷的影响摘要:针对ZL205A大型回转体铸件偏析缺陷的问题,在分析该缺陷形成原因的基础上,探讨了铸造工艺对该铸件偏析缺陷的影响。通过对该铸件铸造过程的分析,发现铸造温度、浇注速度、浇注方式等因素对偏析缺陷的形成有着重要影响。此外,优化浇注系统和采取脱气处理等措施也可以有效地降低偏析缺陷的发生率。因此,在铸造过程中对这些因素进行精细的控制和调整,可以有效避免或降低偏析缺陷的发生,提高铸件的质量和可靠性。关键词:铸造工