
塑性成形工艺第六章_多工位级进模设计.ppt

涵蓄****09

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共51页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
塑性成形工艺第六章_多工位级进模设计.ppt
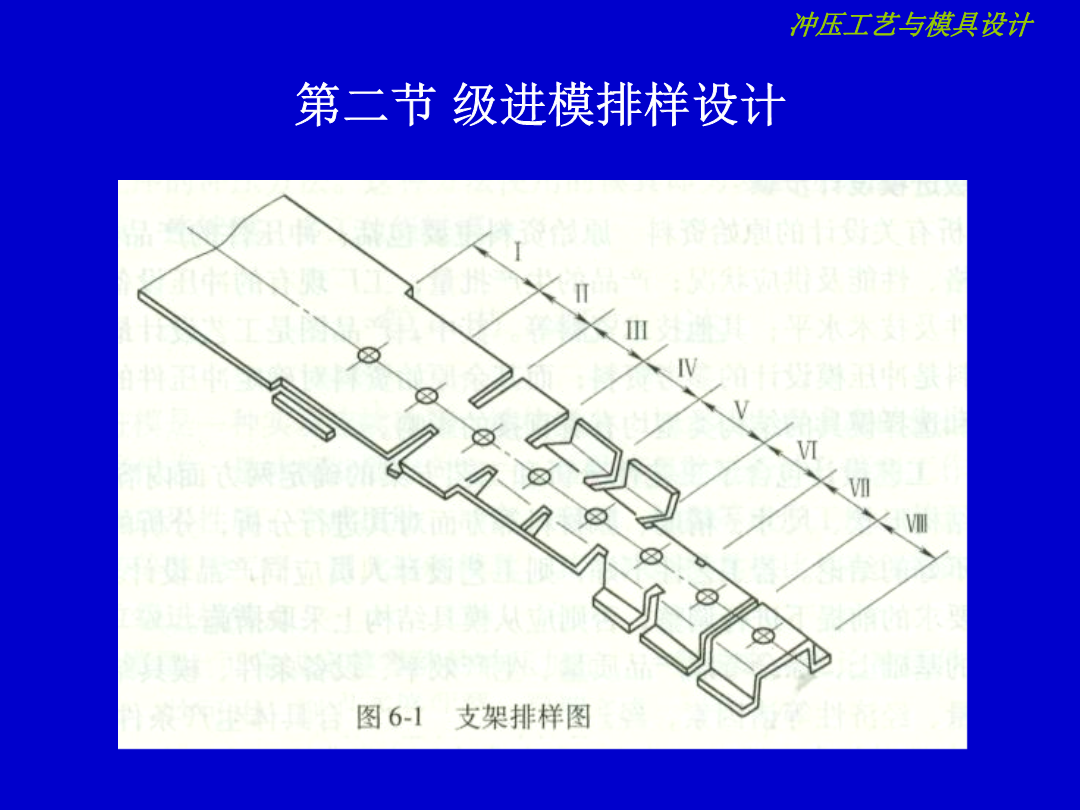
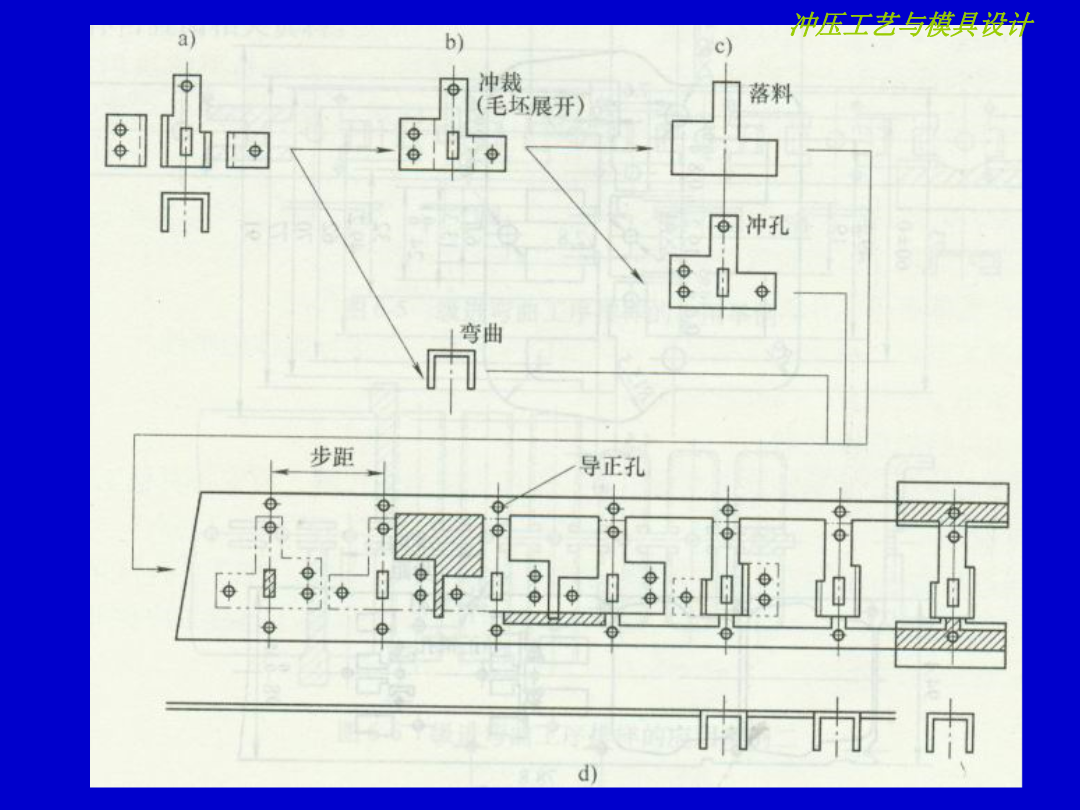
第六章级进模设计第六章级进模设计第一节概述第一节概述第二节级进模排样设计第二节级进模排样设计第二节级进模排样设计第二节级进模排样设计第二节级进模排样设计第二节级进模排样设计第二节级进模排样设计二、外缘翻边二、外缘翻边三、非圆孔类翻边四、变薄翻边四、变薄翻边第二节胀形一、局部胀形在宽凸缘拉伸中当毛坯外形尺寸大于制件筒形直径的三倍时凸缘部分不可能产生切向收缩变形局部胀形的变形程度主要取决于材料的力学性能材料塑性好、硬化指数值大时变形程度的极限值就高另外还

塑性成形工艺第六章_多工位级进模设计.pptx
第六章级进模设计第六章级进模设计第一节概述第一节概述第二节级进模排样设计第二节级进模排样设计第二节级进模排样设计第二节级进模排样设计第二节级进模排样设计第二节级进模排样设计第二节级进模排样设计二、外缘翻边二、外缘翻边三、非圆孔类翻边四、变薄翻边四、变薄翻边第二节胀形一、局部胀形在宽凸缘拉伸中,当毛坯外形尺寸大于制件筒形直径的三倍时,凸缘部分不可能产生切向收缩变形,局部胀形的变形程度主要取决于材料的力学性能,材料塑性好、硬化指数值大时,变形程度的极限值就高,另外还受零件形状、凸模表面质量、润滑条件等因素的因

支架成形工艺分析及多工位级进模设计.docx
支架成形工艺分析及多工位级进模设计支架成形工艺分析及多工位级进模设计摘要:随着制造技术的不断发展,支架成形工艺在各个行业中得到了广泛应用。本文对支架成形工艺进行了分析,并提出了一种多工位级进模设计方案。通过优化工艺参数和提高成形效率,可以提高支架的质量和生产效率。关键词:支架成形,工艺分析,多工位级进模设计1.引言支架是一种常见的金属制品,广泛应用于机械制造、汽车、船舶等行业。支架一般采用冲压工艺进行成形,通过模具和冲压机的配合,将金属板材冲压成所需形状。支架的成形工艺对产品的质量和生产效率有重要影响。本

厚板支架成形分析与多工位级进模设计.docx
厚板支架成形分析与多工位级进模设计厚板支架成形分析与多工位级进模设计摘要:厚板支架是一种重要的零部件,广泛应用于工程机械和汽车行业。在成形过程中,厚板支架需要经历多道工序,如开料、冲孔、弯曲、焊接等。针对厚板支架的成形分析和多工位级进模设计,本文首先对厚板支架的成形过程进行分析,然后针对多工位级进模进行设计和优化,以提高成形效率和质量。关键词:厚板支架;成形分析;多工位级进模设计1.引言厚板支架作为一种重要的零部件,在工程机械和汽车行业中具有广泛的应用。它承载着重要的机械结构,对于设备的稳定性和安全性至关

多工位级进模空工位的设计.docx
多工位级进模空工位的设计多工位级进模空工位的设计摘要:排样图设计是多工位级进模设计的重要工作,是级进模设计需要完成的第一件大事,在排样图设计过程中,由于各方面的原因,会在排样图中增加空工位的设计。本文主要论述多工位级进模排样图设计中增加空工位的目的及原则。关键词:维生素A;高效液相色谱法;脂溶性概述模具是现代制造业中的特殊工艺装备,各个行业都有直接或间接地需要。多工位级进模是冲压模具中的一种,是当代模具的代表,而排样图设计作为多工位级进模设计的重要步骤,不仅必不可少,而且作用很大,是多工位级进模设计的重要