
单片多层刚挠印制板制造工艺(1).pdf

慧娇****文章


1/10
2/10

3/10
4/10
5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共56页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
单片多层刚挠印制板制造工艺(1).pdf
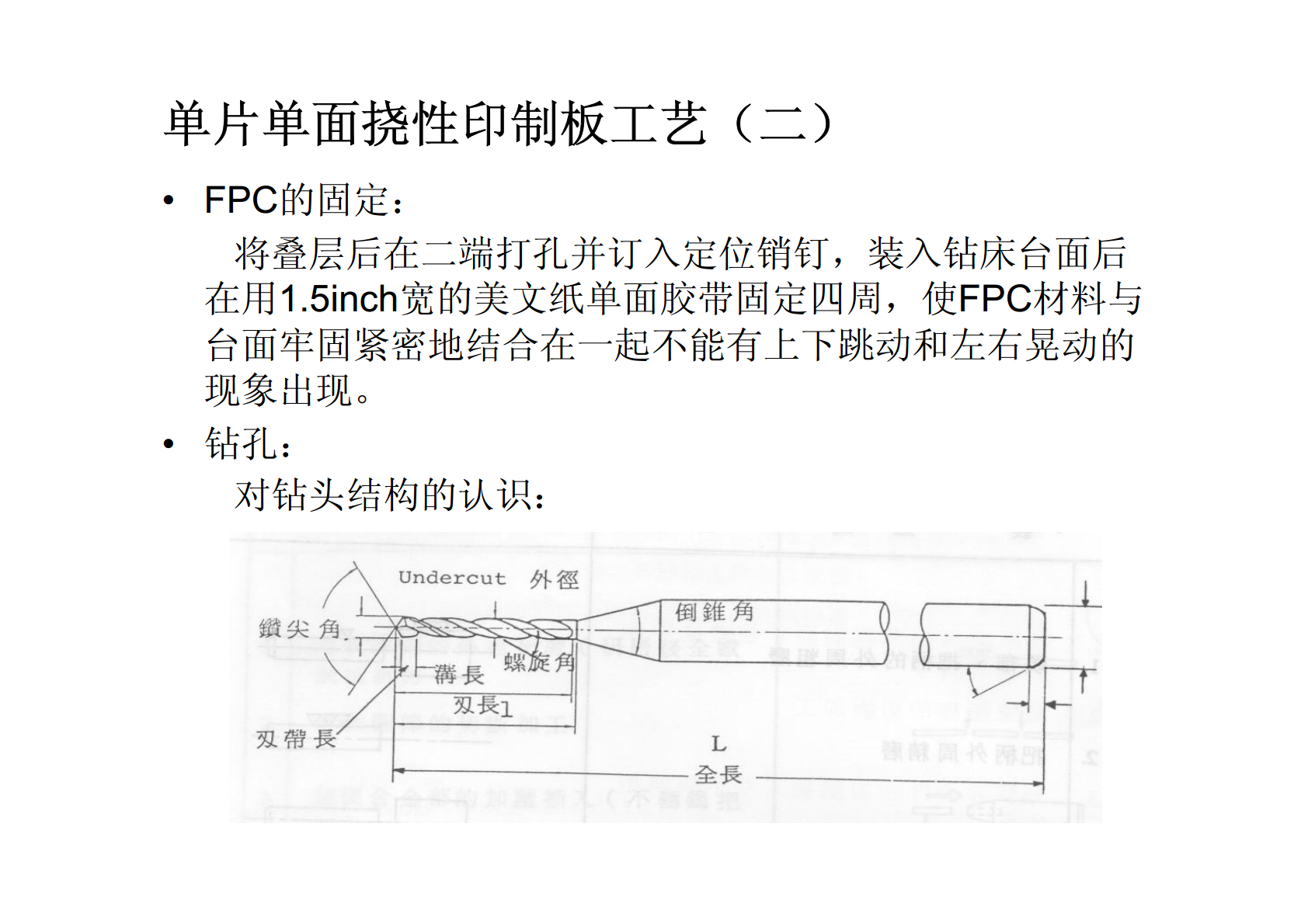
单片单面挠性印制板制造工艺单片多层,刚挠印制板制造工艺成立群单片单面挠性印制板制造工艺单片单面挠性印制板工艺流程单片单面挠性印制板工艺(一)•材料的切割:挠性印制印制板的材料主要分为二大部份;第一类是:覆铜基板材料,按绝缘材料的类型又可分为聚酰亚胺和聚酯类;按导电铜箔的类型又可分为压延铜箔和电解铜箔;按结构分又可分为三层结构(有胶基材)和二层结构(无胶基材)。第二类是:保护膜材料,按材料的类型可分为聚酰亚胺和聚酯类。在材料的切割过程要做到切割尺寸的规整,避免使用正方形的切割尺寸。对使用压延铜箔基材时要注意
单片多层刚挠印制板制造工艺(1).pdf
成立群单片单面挠性印制板制造工艺单片多层刚挠印制板制造工艺单片单面挠性印制板制造工艺单片单面挠性印制板工艺流程单片单面挠性印制板工艺(一)•材料的切割:挠性印制印制板的材料主要分为二大部份;第一类是:覆铜基板材料按绝缘材料的类型又可分为聚酰亚胺和聚酯类;按导电铜箔的类型又可分为压延铜箔和电解铜箔;按结构分又可分为

_单片多层刚挠印制板制造工艺.pdf
成立群单片单面挠性印制板制造工艺单片多层刚挠印制板制造工艺单片单面挠性印制板制造工艺单片单面挠性印制板工艺流程单片单面挠性印制板工艺(一)•材料的切割:挠性印制印制板的材料主要分为二大部份;第一类是:覆铜基板材料按绝缘材料的类型又可分为聚酰亚胺和聚酯类;按导电铜箔的类型又可分为压延铜箔和电解铜箔;按结构分又可分为
单片多层刚挠印制板制造工艺.pdf
成立群单片单面挠性印制板制造工艺单片多层刚挠印制板制造工艺单片单面挠性印制板制造工艺单片单面挠性印制板工艺流程单片单面挠性印制板工艺(一)•材料的切割:挠性印制印制板的材料主要分为二大部份;第一类是:覆铜基板材料按绝缘材料的类型又可分为聚酰亚胺和聚酯类;按导电铜箔的类型又可分为压延铜箔和电解铜箔;按结构分又可分为

【生产管理】单片多层刚挠印制板制造工艺.pdf
成立群单片单面挠性印制板制造工艺单片多层刚挠印制板制造工艺单片单面挠性印制板制造工艺单片单面挠性印制板工艺流程单片单面挠性印制板工艺(一)•材料的切割:挠性印制印制板的材料主要分为二大部份;第一类是:覆铜基板材料按绝缘材料的类型又可分为聚酰亚胺和聚酯类;按导电铜箔的类型又可分为压延铜箔和电解铜箔;按结构分又可分为