
一种塑料型材卷条自动喷码系统及方法.pdf

俊英****22


1/9

2/9
3/9
4/9

5/9

6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种塑料型材卷条自动喷码系统及方法.pdf
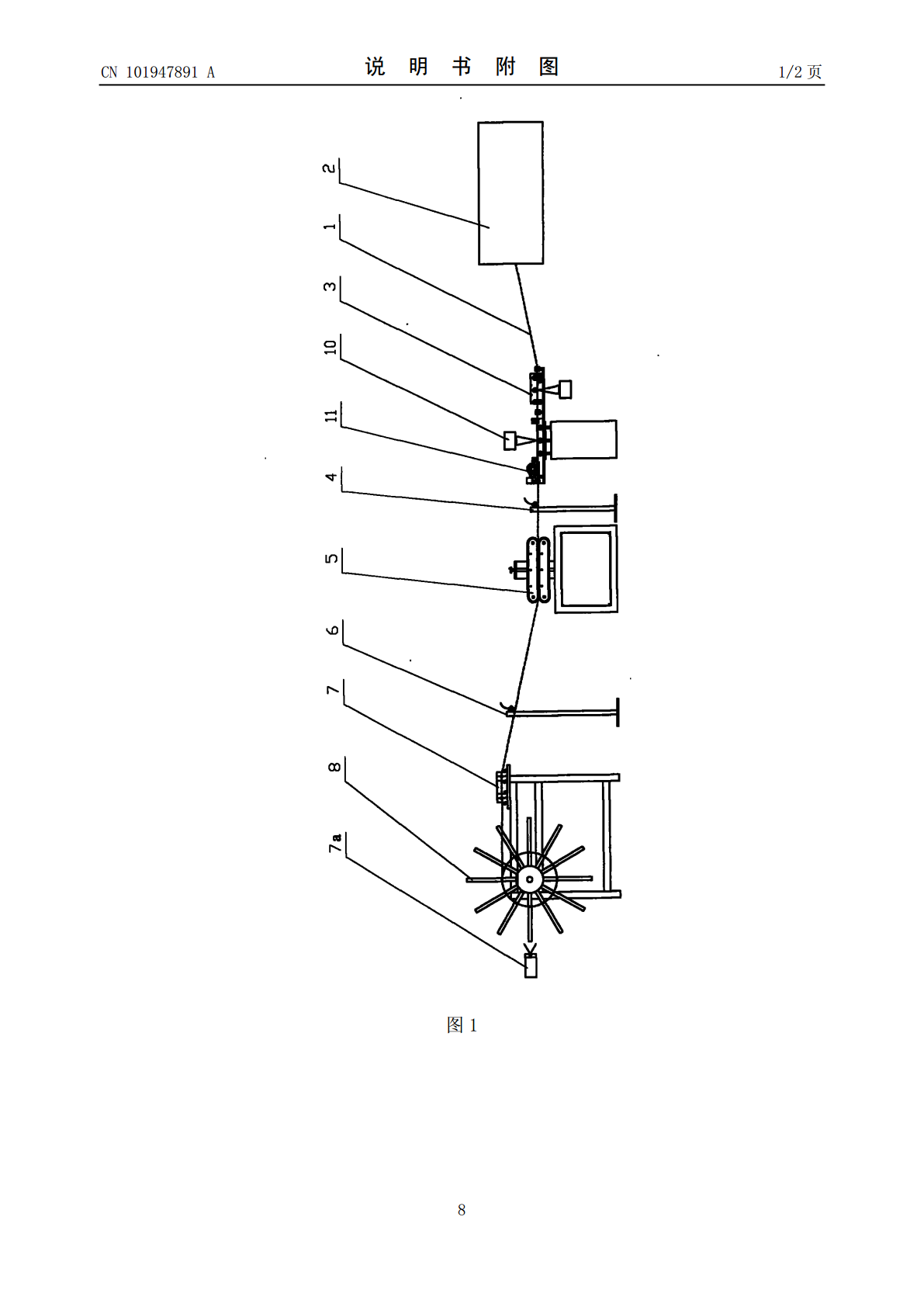
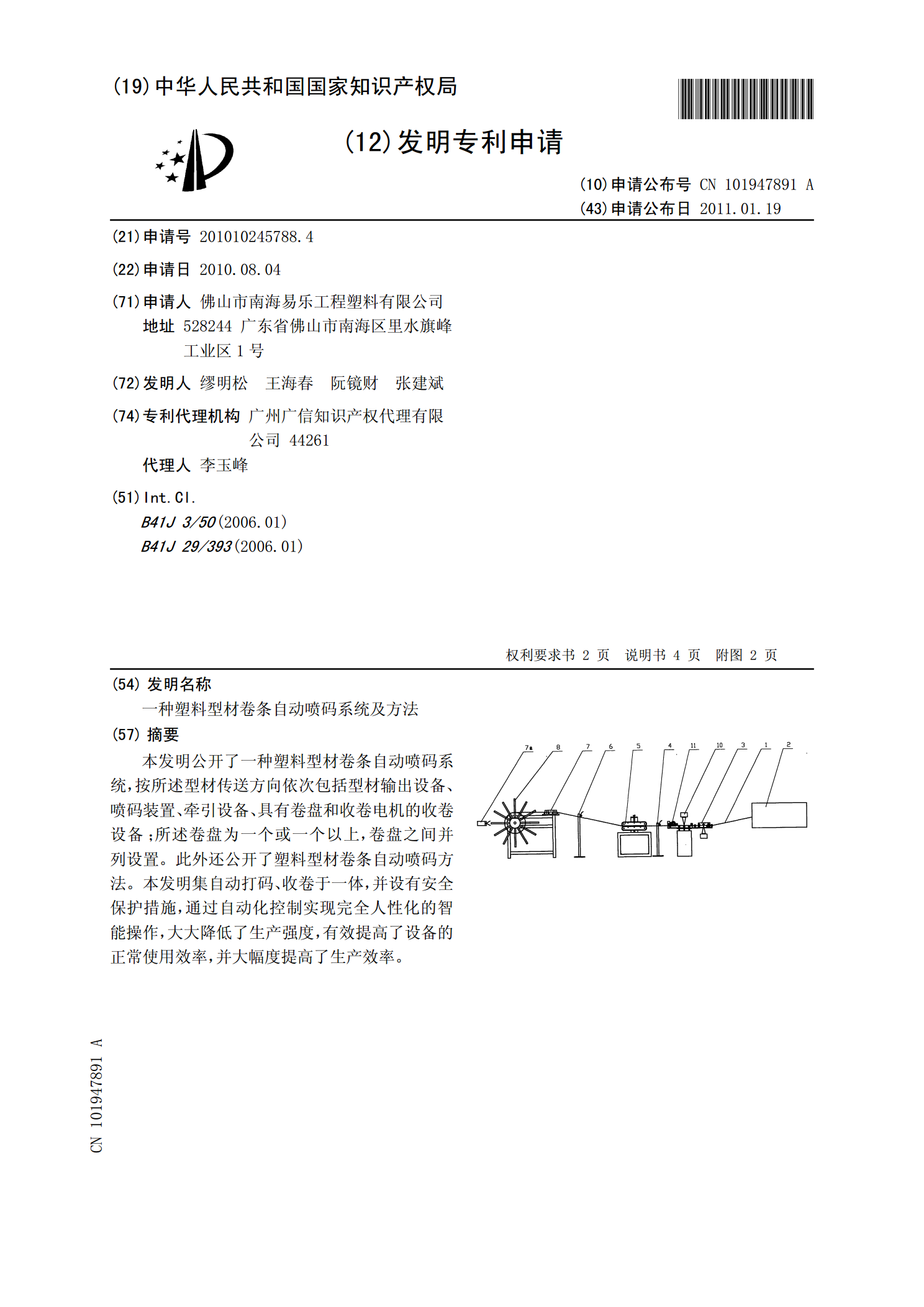
本发明公开了一种塑料型材卷条自动喷码系统,按所述型材传送方向依次包括型材输出设备、喷码装置、牵引设备、具有卷盘和收卷电机的收卷设备;所述卷盘为一个或一个以上,卷盘之间并列设置。此外还公开了塑料型材卷条自动喷码方法。本发明集自动打码、收卷于一体,并设有安全保护措施,通过自动化控制实现完全人性化的智能操作,大大降低了生产强度,有效提高了设备的正常使用效率,并大幅度提高了生产效率。
一种喷码机、喷码系统及其喷码方法.pdf
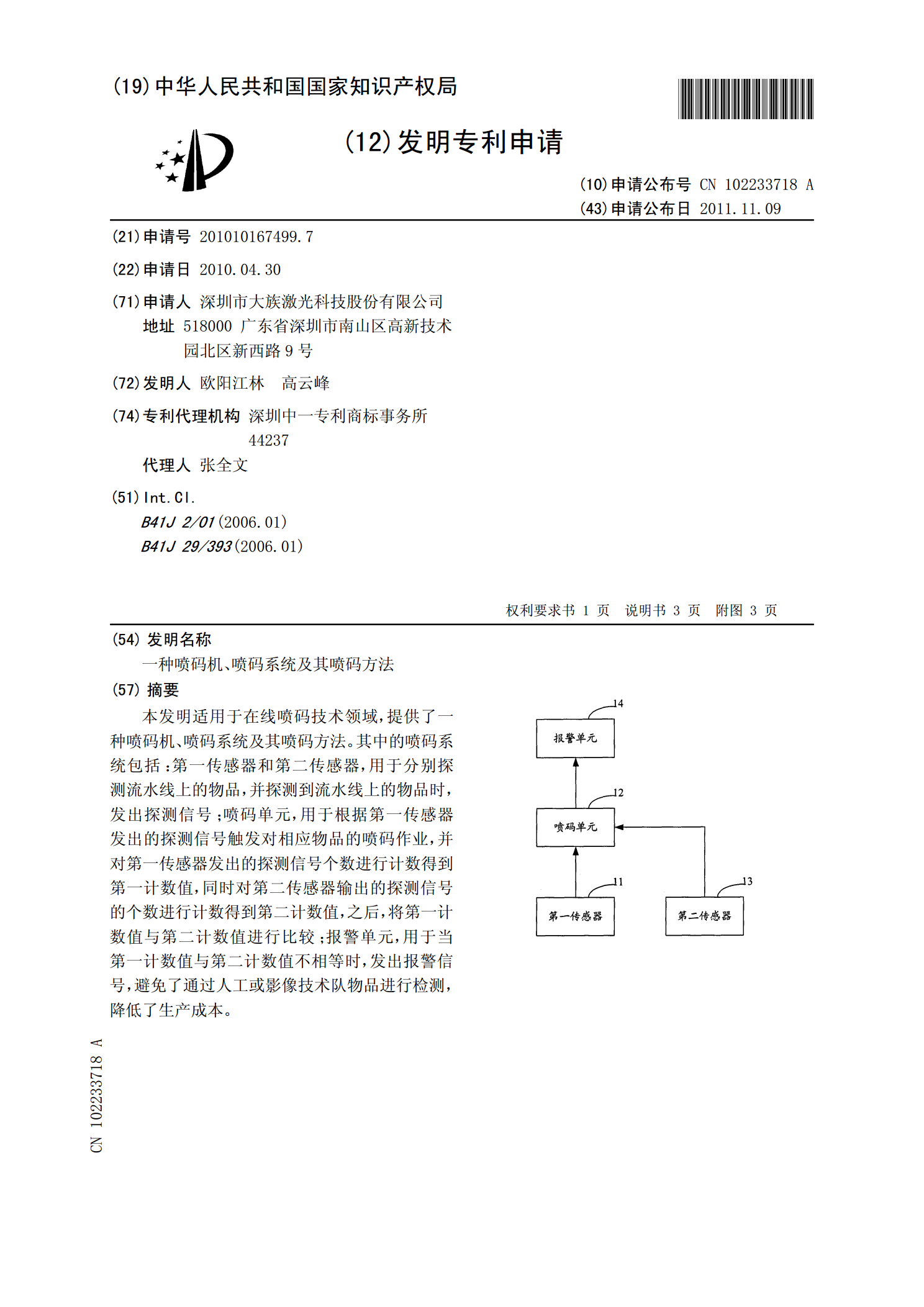
本发明适用于在线喷码技术领域,提供了一种喷码机、喷码系统及其喷码方法。其中的喷码系统包括:第一传感器和第二传感器,用于分别探测流水线上的物品,并探测到流水线上的物品时,发出探测信号;喷码单元,用于根据第一传感器发出的探测信号触发对相应物品的喷码作业,并对第一传感器发出的探测信号个数进行计数得到第一计数值,同时对第二传感器输出的探测信号的个数进行计数得到第二计数值,之后,将第一计数值与第二计数值进行比较;报警单元,用于当第一计数值与第二计数值不相等时,发出报警信号,避免了通过人工或影像技术队物品进行检测,降

一种可旋转的自动喷码系统.pdf
本发明公开了一种可旋转的自动喷码系统,属于喷码装置领域,可包括底座、移动部件、预清洁部件、干燥部件以及喷码部件。所述移动部件包括支撑杆、顶板、第一滑轨、第二滑轨、弧形轨、连接件与伸缩杆,所述喷码部件包括喷码枪、冲压泵、储漆罐、第一滑块,所述预清洁部件通过第二滑块滑动连接于所述弧形轨上,所述干燥部件通过所述第三滑块滑动连接于所述弧形轨上。通过设置的移动部件,使喷码部件可以实现多个方向的移动以及多角度的旋转,喷码部件通过移动部件的调节对准要喷码的位置,实现对不同形状尺寸的产品喷码,大大地提高了喷码的效率。在喷

一种自动喷码装置.pdf
本发明公开了一种自动喷码装置,自动固定喷码装置包括输送链、输送板、喷码机构和固定组件,多个输送板分别位于两个输送链之间,纸箱放置于输送板上,两个第一滑槽和两个第二滑槽位于输送板靠近纸箱一侧的端面上,两个第一滑槽相对设置,两个第二滑槽相对设置,四个滑块分别与输送板滑动连接,并分别位于两个第一滑槽和两个第二滑槽内,四个电机分别位于输送板内,四个自动推杆一端分别与四个滑块连接,另一端分别与四个电机的输出端连接,四个推板分别与四个滑块螺纹连接,并分别位于远离自动推杆的一侧,且位于输送板的上方,用以对不同规格大小的
一种型材喷码牵引机.pdf
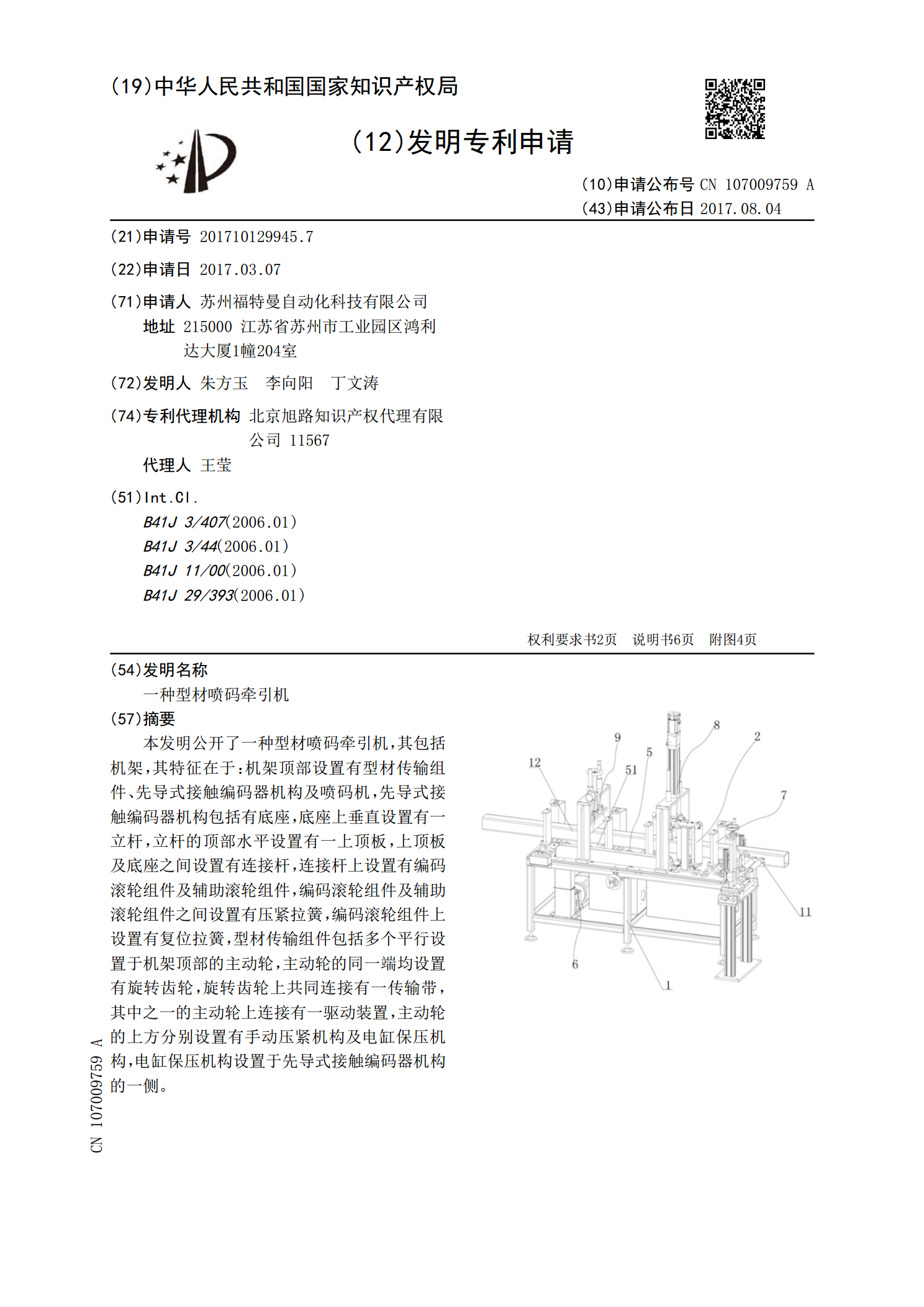
本发明公开了一种型材喷码牵引机,其包括机架,其特征在于:机架顶部设置有型材传输组件、先导式接触编码器机构及喷码机,先导式接触编码器机构包括有底座,底座上垂直设置有一立杆,立杆的顶部水平设置有一上顶板,上顶板及底座之间设置有连接杆,连接杆上设置有编码滚轮组件及辅助滚轮组件,编码滚轮组件及辅助滚轮组件之间设置有压紧拉簧,编码滚轮组件上设置有复位拉簧,型材传输组件包括多个平行设置于机架顶部的主动轮,主动轮的同一端均设置有旋转齿轮,旋转齿轮上共同连接有一传输带,其中之一的主动轮上连接有一驱动装置,主动轮的上方分别