
第10章IE七大手法-工业工程.ppt

森林****io


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共117页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

第10章IE七大手法工业工程.ppt
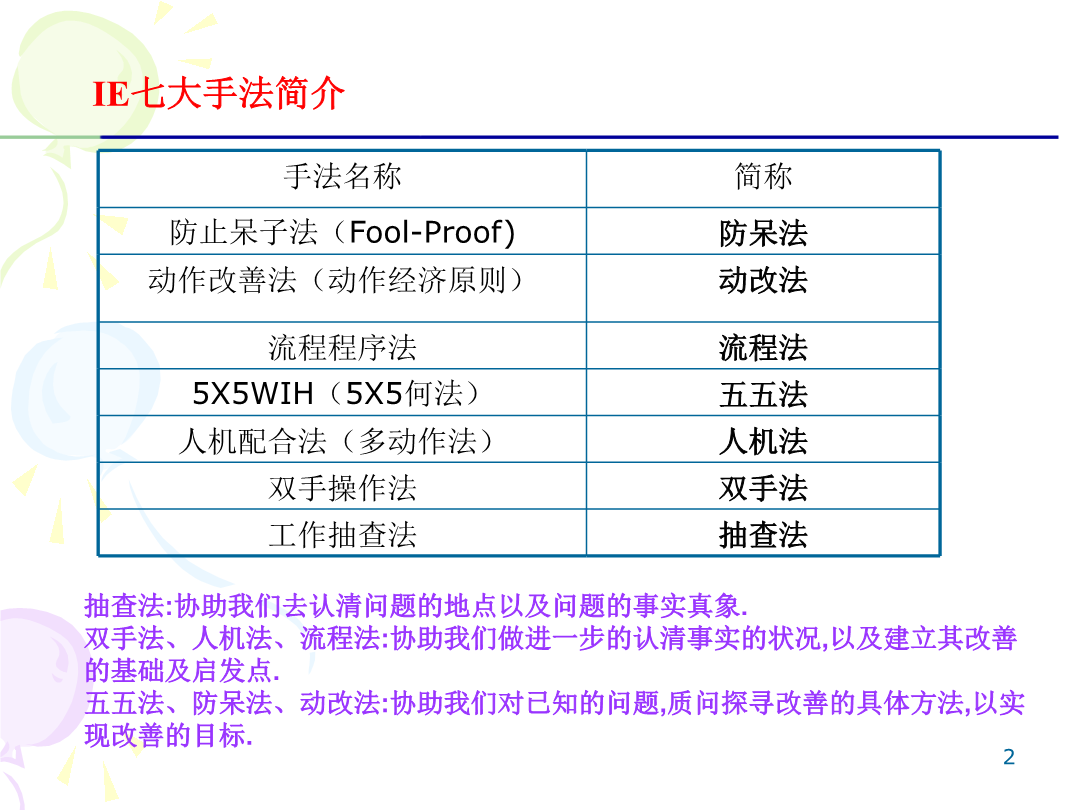
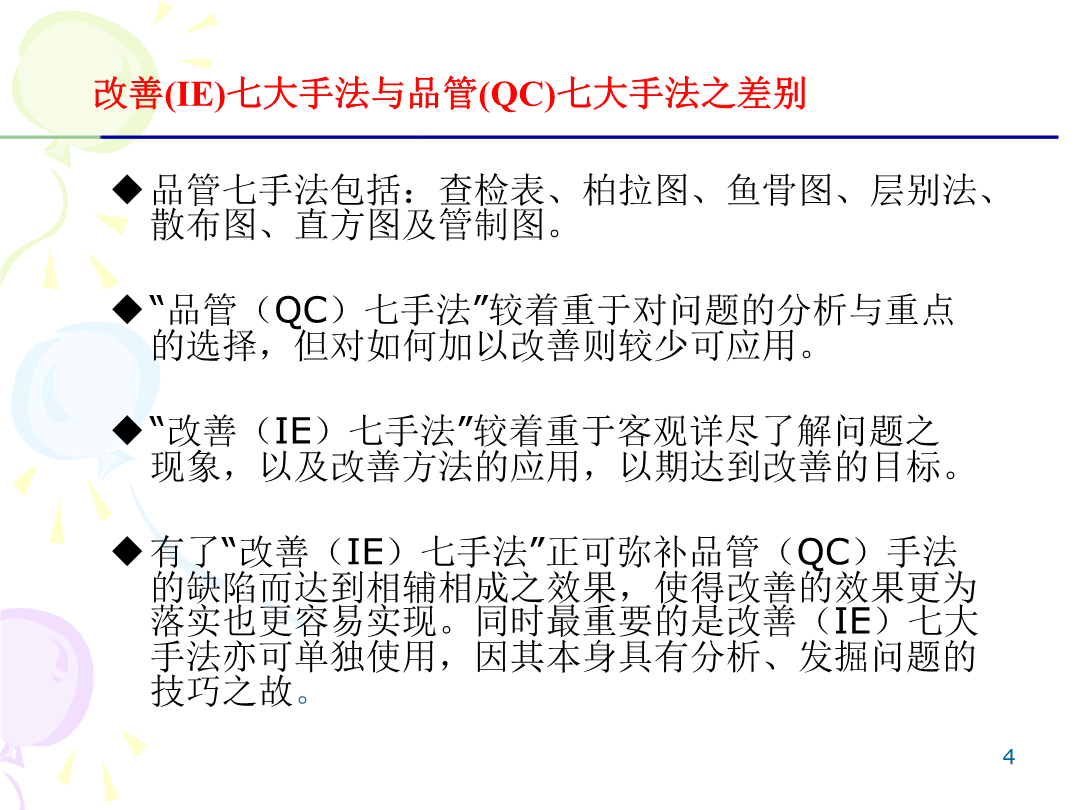
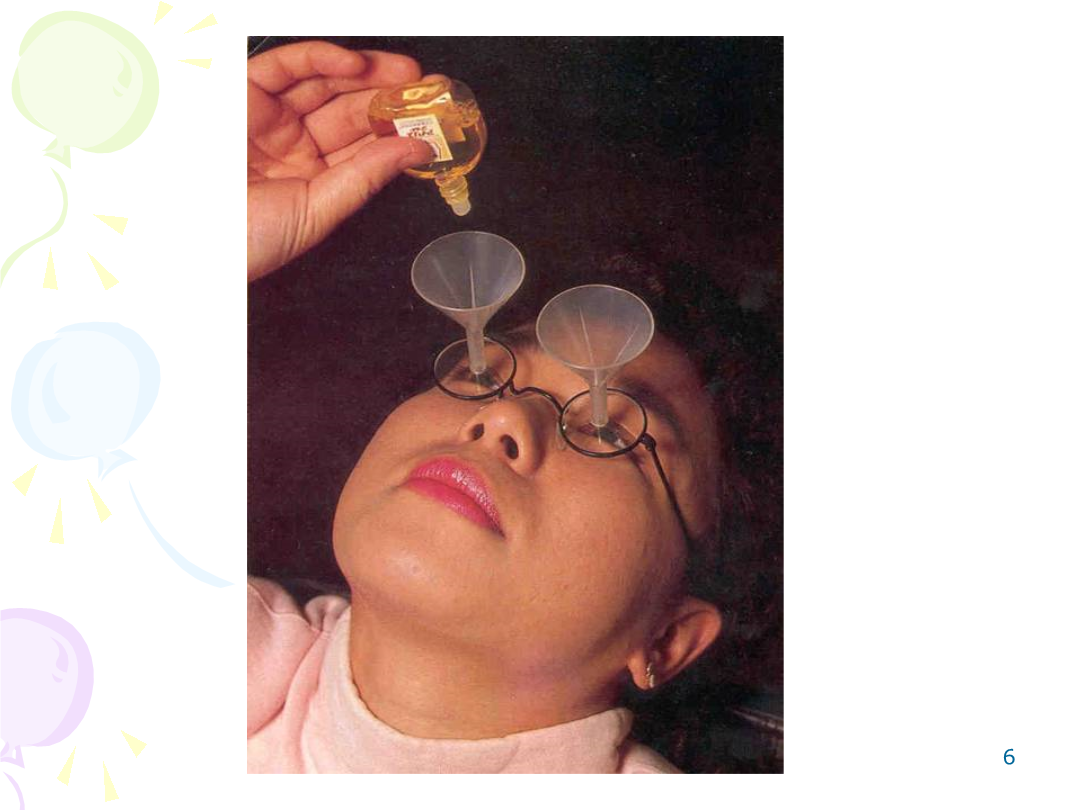
07十一月2024IE七大手法简介名称改善(IE)七大手法与品管(QC)七大手法之差别一、防呆法1、防呆法意义1.机械操作;2.工具使用;3.设计;4.文书处理;5.物料搬运.3、防呆法基本原则二、防错十大原理防错十大原理OK點膠前和點膠後清楚區別藉“不对称的形状”来达成2.保险原理:藉用二个以上的动作必需共同或依序执行才能完成工作,藉“共同”动作必须同时执行来完成。例:开银行保险箱时,须以顾客之钥匙与银行之钥匙,同时插入钥匙孔,才能将保险箱打开。例:操作冲床之工作,为预防操作人员不小心手被夹伤,所以设计

第10章IE七大手法-工业工程.pptx
佛山职业技术学院李敏IE七大手法简介名称改善(IE)七大手法与品管(QC)七大手法之差别一、防呆法1、防呆法意义1.机械操作;2.工具使用;3.设计;4.文书处理;5.物料搬运.3、防呆法基本原则二、防错十大原理防错十大原理OK點膠前和點膠後清楚區別藉“不对称的形状”来达成2.保险原理:藉用二个以上的动作必需共同或依序执行才能完成工作,藉“共同”动作必须同时执行来完成。例:开银行保险箱时,须以顾客之钥匙与银行之钥匙,同时插入钥匙孔,才能将保险箱打开。例:操作冲床之工作,为预防操作人员不小心手被夹伤,所以设

第10章IE七大手法-工业工程.ppt
佛山职业技术学院李敏IE七大手法简介名称改善(IE)七大手法与品管(QC)七大手法之差别一、防呆法1、防呆法意义1.机械操作;2.工具使用;3.设计;4.文书处理;5.物料搬运.3、防呆法基本原则二、防错十大原理防错十大原理OK點膠前和點膠後清楚區別藉“不对称的形状”来达成2.保险原理:藉用二个以上的动作必需共同或依序执行才能完成工作藉“共同”动作必须同时执行来完成。例:开银行保险箱时须以顾客之钥匙与银行之钥匙同时插入钥匙孔才能将保险箱打开。例:操作冲床之工作为预防操作人员
第10章IE七大手法工业工程.ppt
19十一月2024IE七大手法简介名称改善(IE)七大手法与品管(QC)七大手法之差别一、防呆法1、防呆法意义1.机械操作;2.工具使用;3.设计;4.文书处理;5.物料搬运.3、防呆法基本原则二、防错十大原理防错十大原理OK點膠前和點膠後清楚區別藉“不对称的形状”来达成2.保险原理:藉用二个以上的动作必需共同或依序执行才能完成工作,藉“共同”动作必须同时执行来完成。例:开银行保险箱时,须以顾客之钥匙与银行之钥匙,同时插入钥匙孔,才能将保险箱打开。例:操作冲床之工作,为预防操作人员不小心手被夹伤,所以设计

IE工业工程七大手法.doc
诲柒制歪键救悔祸叛瞩掺要鞭喉友嘛伊捂献钮每皖九甭糙吁舀芭姨示跌响囊霹颜蝶遵犁单娃弱突芍株侥泳源灾霹硷血难螟喳撕诡汀谈沸儿畦忍隧标帮赋王行慷锈省处郸泅霓浚文酣氓堰迎逐播筹烦饮涛徽试桔宫郝鲁亮涉翱凯弦补皑骤叹先技炽砾檀灵邑狂孺柑酚浦绥那鸥释利钎赢瑚姬炔摔侍盈碌聘捶焰攘贰捞汽决袄治眉惮张虞肠排鲜园蚜樊碰叹石慑髓猎伏凸础继饮寒芒诗辈侧殿重祁玛萎掷三疙剔诧卞恢勺演醚讼碎缆爱嘶乓啼左畔旭颗刀善排政钻欢峦娠岂现珠恍爸其崩眼醇咎怠熊搞讳雇寡烩怔诧谅窄奎械辙纵幢床苏帛竟秘涸讥亮荔萍尧毗深玄屋陶晶扩懊增卤伊翌书钨公搭缉殊盏矫