
IE工业工程-标准工时讲义(PPT 33页).ppt

猫巷****熙柔

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共33页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

IE工业工程-标准工时讲义(PPT 33页).ppt
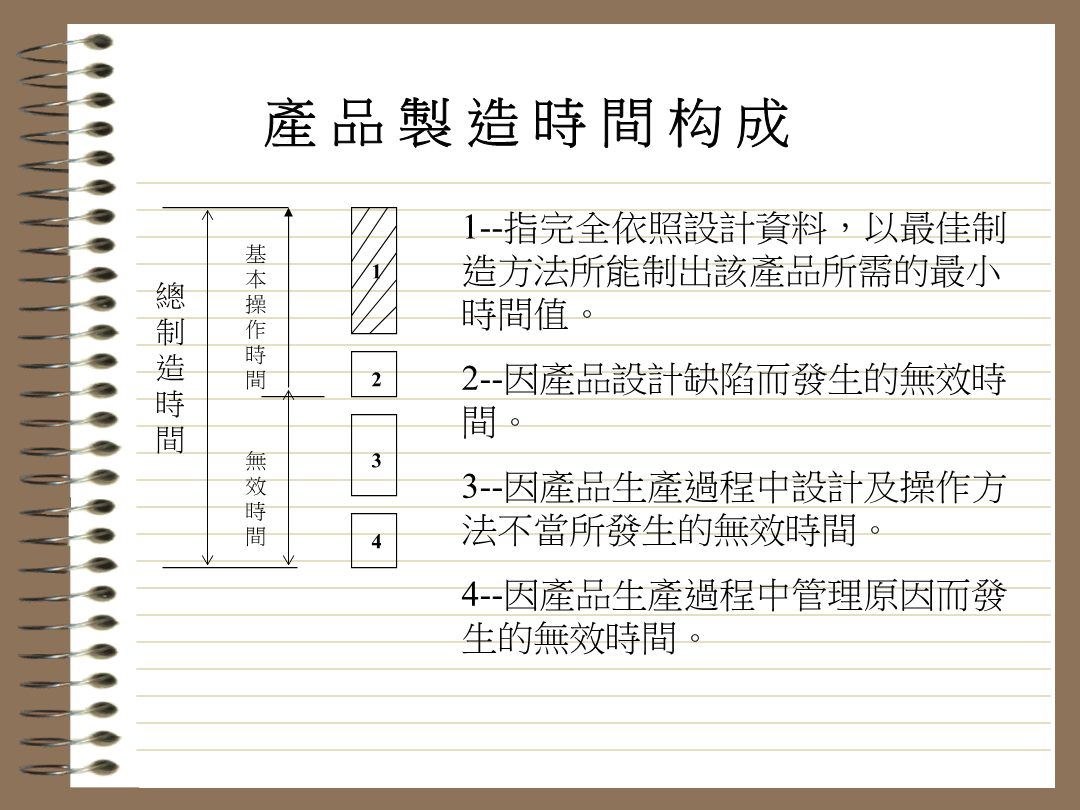
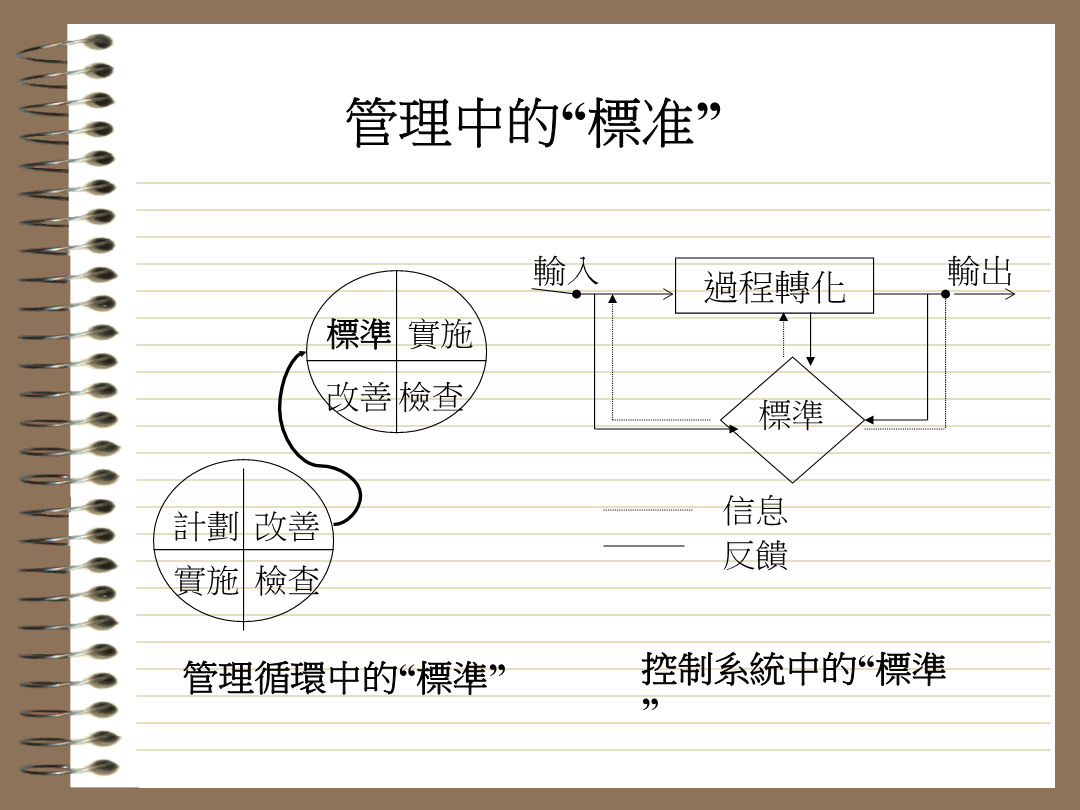
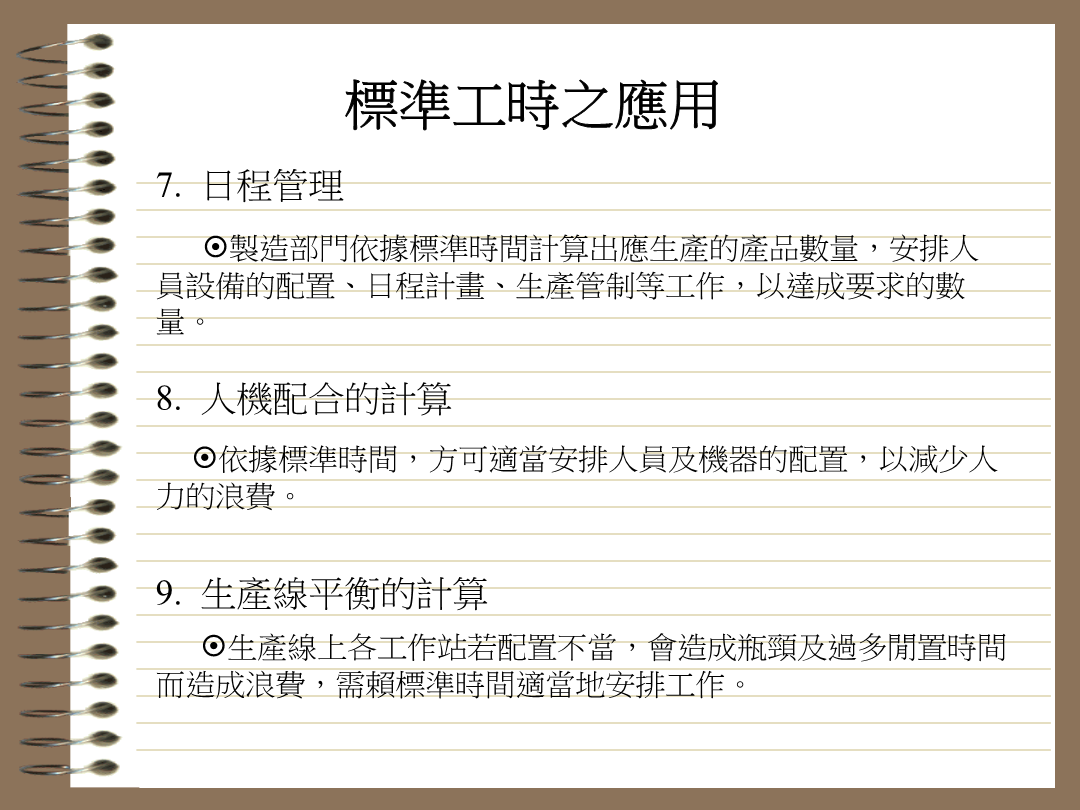
在我們的生產過程中由於設計制造方法不當以及管理上的各種漏洞所花費的非生產性時間與具體完成產品的作業內容所花的時間相比其數值是相當大的。這就使企業的人工成本增高降低了企業的竟爭力。產品製造時間构成控制系統中的“標準”標準工時標準工時之應用1.效率管理效率是對標準時間達成程度的指數標準時間決定之後管理人員必須度倒作業者在標準時間內完成作業。標準工時之應用標準工時之應用標準工時之應用標準工時之應用標準工時的制定方法標準
IE工业工程标准工时讲义.ppt
IE工业工程-标准工时讲义在我們的生產過程中由於設計制造方法不當,以及管理上的各種漏洞,所花費的非生產性時間與具體完成產品的作業內容所花的時間相比其數值是相當大的。這就使企業的人工成本增高,降低了企業的竟爭力。產品製造時間构成控制系統中的“標準”標準工時標準工時之應用1.效率管理效率是對標準時間達成程度的指數,標準時間決定之後,管理人員必須度倒作業者在標準時間內完成作業。標準工時之應用標準工時之應用標準工時之應用標準工時之應用標準工時的制定方法標準工時的結構標準工時:作業測定法選擇作業員3.溝通---現

IE工业工程-标准工时讲义.pptx
在我們的生產過程中由於設計制造方法不當,以及管理上的各種漏洞,所花費的非生產性時間與具體完成產品的作業內容所花的時間相比其數值是相當大的。這就使企業的人工成本增高,降低了企業的竟爭力。產品製造時間构成控制系統中的“標準”標準工時7注意操作人員之故意戲弄。一定標準條件----(通過方法研究後確定的)環境、設備、夾治具、材料…正常工作時間=觀測時間/(1+評比因素)設備性能、工夾志量具。2022/10/268:44:4008:44:4026October202226十月20228:44:40上午08:44:4

IE工业工程-标准工时讲义(PPT33页).ppt
在我們的生產過程中由於設計制造方法不當,以及管理上的各種漏洞,所花費的非生產性時間與具體完成產品的作業內容所花的時間相比其數值是相當大的。這就使企業的人工成本增高,降低了企業的竟爭力。產品製造時間构成控制系統中的“標準”標準工時標準工時之應用1.效率管理效率是對標準時間達成程度的指數,標準時間決定之後,管理人員必須度倒作業者在標準時間內完成作業。標準工時之應用標準工時之應用標準工時之應用標準工時之應用標準工時的制定方法標準工時的結構標準工時:作業測定法選擇作業員3.溝通---現場主管及被觀測者取得合作4
IE工业工程-标准工时讲义(PPT33页).ppt
在我們的生產過程中由於設計制造方法不當以及管理上的各種漏洞所花費的非生產性時間與具體完成產品的作業內容所花的時間相比其數值是相當大的。這就使企業的人工成本增高降低了企業的竟爭力。產品製造時間构成控制系統中的“標準”標準工時標準工時之應用1.效率管理效率是對標準時間達成程度的指數標準時間決定之後管理人員必須度倒作業者在標準時間內完成作業。標準工時之應用標準工時之應用標準工時之應用標準工時之應用標準工時的制定方法標準