
塑料的模压成型.ppt

鸿朗****ka

1/10

2/10

3/10
4/10

5/10
6/10

7/10
8/10

9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

塑料的模压成型.pptx
试验三塑料旳模压成型一、试验目旳二、试验原理二、试验原理二、试验原理三、试验仪器及药物加工设备--高速混合机加工设备--电热平板压机三、试验仪器及药物准备工作1.配料按设计旳配方准备原材料,用台秤和盘架天平精确称量并复核备用。以酚醛树脂100g为基准,其他助剂按配比称量。全部组分旳称量误差都不应超出1%,根据配方中组分用量多少,选用敏捷度合适旳天平或台称。2.混合(1)将已称量好旳酚醛树脂和粉状配合剂组分加入到高速混合机中,盖上釜盖,开机混合2~3min。搅拌浆转速调整至1500r/min。(2)高速混合
塑料的模压成型.pptx
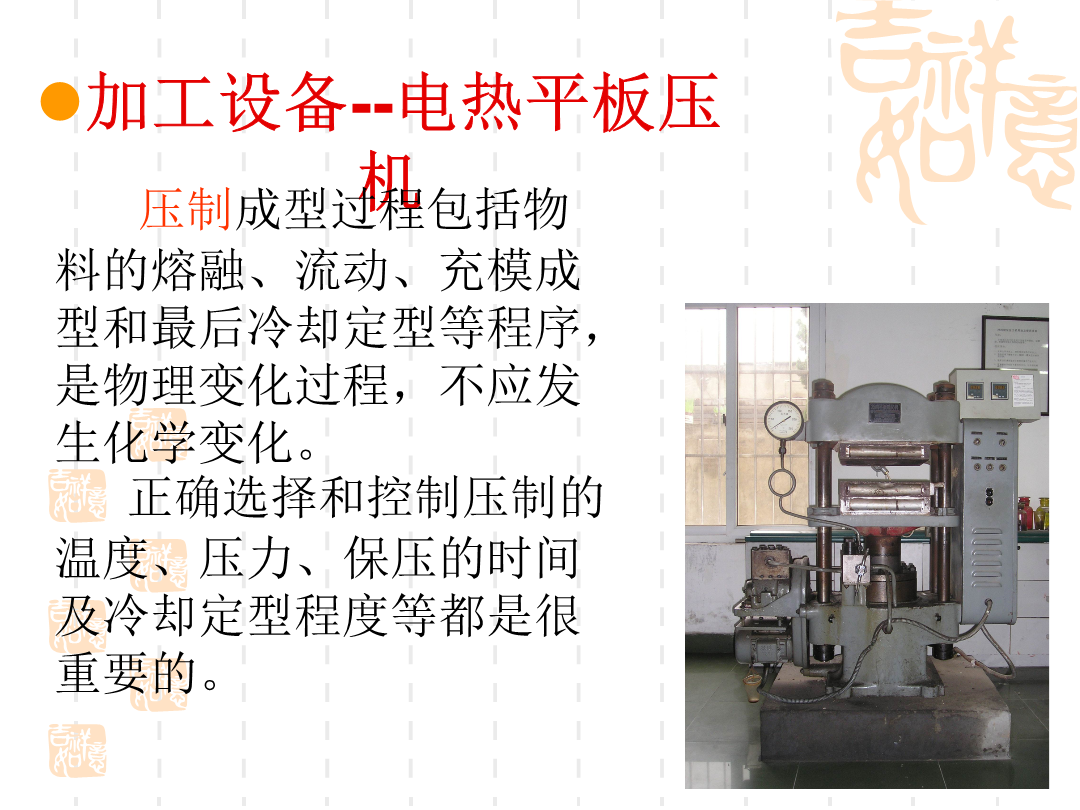
实验三塑料的模压成型一、实验目的二、实验原理二、实验原理二、实验原理三、实验仪器及药品加工设备--高速混合机加工设备--电热平板压机三、实验仪器及药品准备工作1.配料按设计的配方准备原材料用台秤和盘架天平准确称量并复核备用。以酚醛树脂100g为基准其他助剂按配比称量。所有组分的称量误差都不应超过1%根据配方中组分用量多少选用灵敏度适当的天平或台称。2.混合(1)将已称量好的酚醛树脂和粉状配合剂组分加入到高速混合机中盖上釜盖开机混合2~3min。搅拌浆转速调整至1500r/min

塑料的模压成型.ppt
实验三塑料的模压成型一、实验目的二、实验原理二、实验原理二、实验原理三、实验仪器及药品加工设备--高速混合机加工设备--电热平板压机三、实验仪器及药品准备工作1.配料按设计的配方准备原材料用台秤和盘架天平准确称量并复核备用。以酚醛树脂100g为基准其他助剂按配比称量。所有组分的称量误差都不应超过1%根据配方中组分用量多少选用灵敏度适当的天平或台称。2.混合(1)将已称量好的酚醛树脂和粉状配合剂组分加入到高速混合机中盖上釜盖开机混合2~3min。搅拌浆转速调整至1500r/min

塑料容器模压成型学时.pptx
塑料容器模压(móyā)成型学时第一节模压成型(chéngxíng)原理及其工艺特性第二节模压成型(chéngxíng)设备一、压缩成型(chéngxíng)原理、特点与应用二、压缩成型工艺(gōngyì)过程三、压缩成型(chéngxíng)的工艺参数一、模压(móyā)成型机二、压缩(yāsuō)模一、压缩成型原理(yuánlǐ)、特点与应用一、压缩成型原理、特点(tèdiǎn)与应用一、压缩成型原理(yuánlǐ)、特点与应用一、压缩成型(chéngxíng)原理、特点与应用二、压缩成型工艺(gōn

实验一 热塑性塑料模压成型.doc
实验一热塑性塑料模压成型实验1-1PVC/NBR共混样品的制备一.实验目的了解开放式炼胶(塑)机和平板硫化机的工作原理并掌握基本操作。二.实验原理纯的聚氯乙烯(PVC)树脂属于一类强极性聚合物,其分子间作用力较大,从而导致了PVC软化温度和熔融温度较高,一般需要160~210℃才能加工。另外PVC分子内含有的取代氯基容易导致PVC树脂脱氯化氢反应,从而引起PVC的降解反应,所以PVC对热极不稳定,温度升高会大大促进PVC脱HCl反应,纯PVC在120℃时就开始脱HCl反应,从而导致了PVC降解。鉴于上述两