
塑料成型工艺学第五章 挤出成型.ppt

梦影****主a


1/10

2/10
3/10
4/10

5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共98页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

塑料成型工艺学第五章 挤出成型.pptx
塑料成型工艺学第五章 挤出成型.ppt
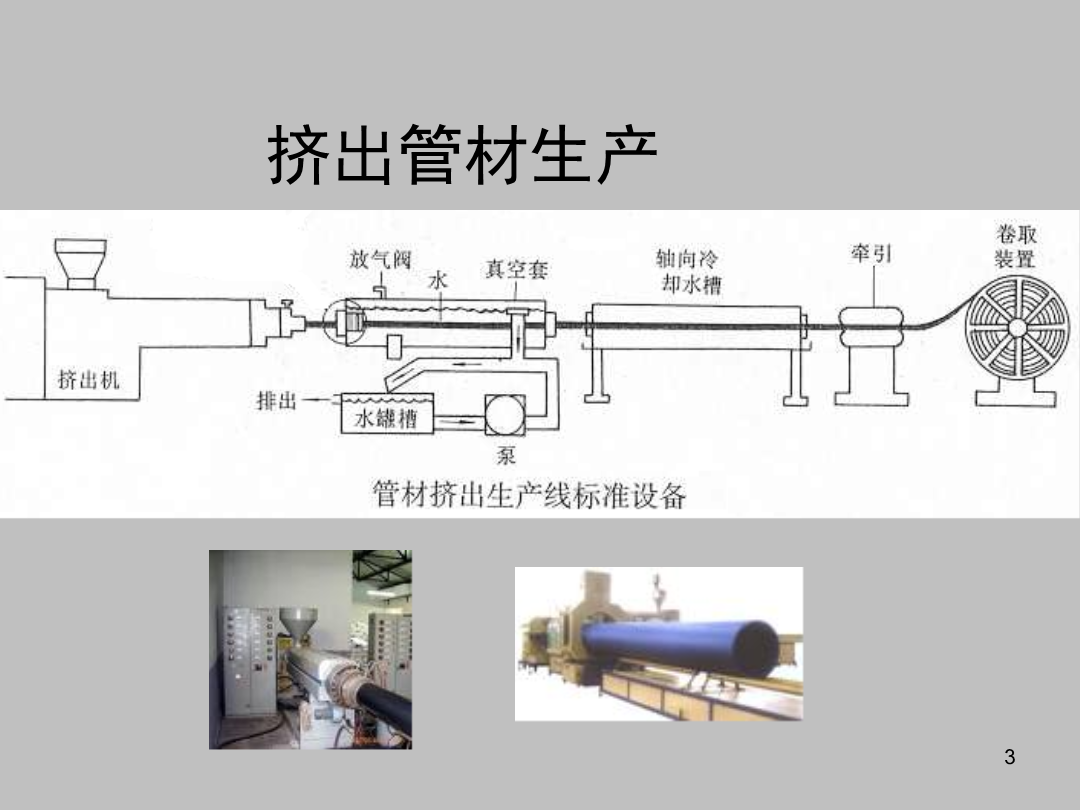
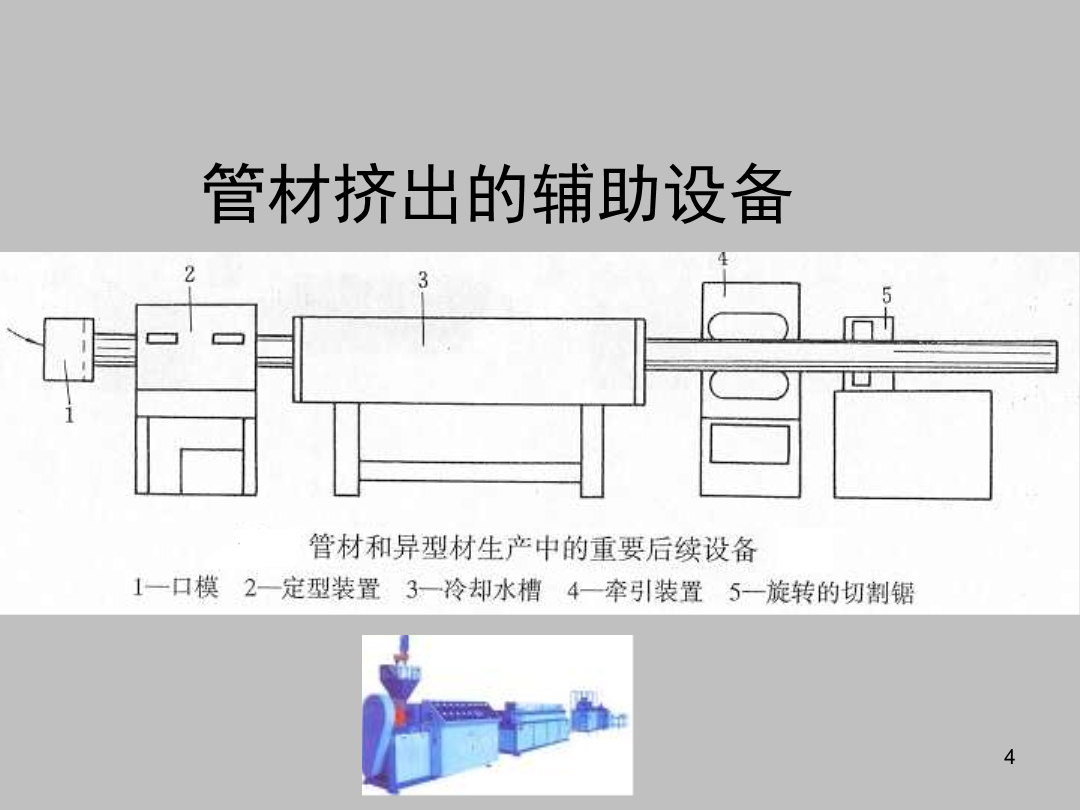
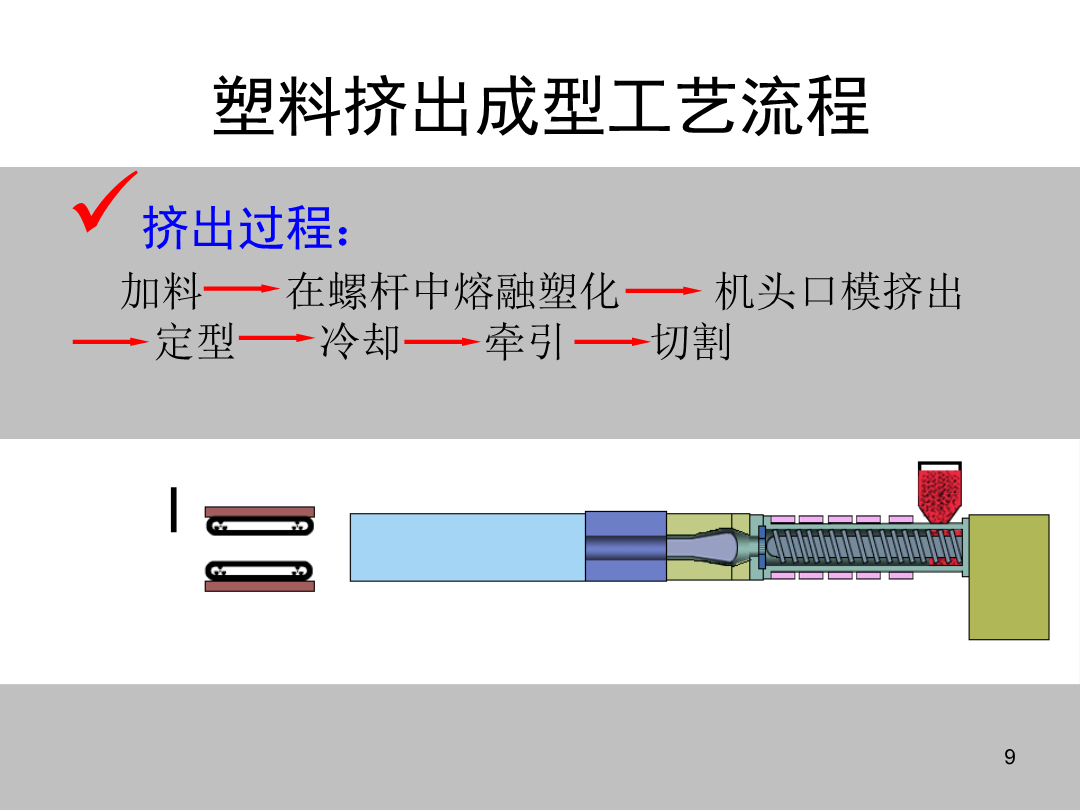
第五章挤出成型定义:挤出成型又叫挤塑、挤压、挤出模塑。是借助螺杆或柱塞的挤压作用使塑化均匀的塑料强行通过口模而成为具有恒定截面的连续制品。挤出管材生产管材挤出的辅助设备挤出片材生产挤出线缆包覆成型挤出吹塑薄膜挤出中空吹塑成型塑料挤出成型工艺流程挤出成型的特点:①连续化效率高质量稳定②应用范围广③设备简单投资少见效快④生产环境卫生劳动强度低⑤适于大批量生产适用的树脂材料:绝大部分热塑性塑料及部分热固性塑料如PVC、PS、ABS、

塑料成型工艺学之挤出成型.pptx
成型工艺学 第三章 塑料的挤出成型工艺.ppt
第三章塑料挤出成型工艺(1)物料在该段类似于“弹性固体塞”,固体塞在螺槽内的运动就如螺帽在螺丝上的运动一样。Ⅰ如旋转螺丝,而螺帽上无压力,则螺帽跟着螺丝转动而不前移。Ⅱ若在螺帽上加一定压力,再旋转螺丝,则螺帽就会随螺丝旋转而前移。(2)成型时,塑料与螺杆的摩擦力应小于塑料与料筒的摩擦力,也即螺杆的光洁度应大于料筒的光洁度。否则,塑料只能抱着螺杆空转打滑不能前移。(4).减小Fs措施:Ⅰ.螺杆要镀铬或磨光。应该到▽7以上,可以使产量提高1/3。Ⅱ.在料筒上开设纵向沟槽。一般为8~12条,深为0.5mm。这样

塑料挤出成型.pptx
塑料挤出成型PlasticsExtrusionMolding项目8:匹配挤出机及模具生产薄膜任务8-2:匹配挤出机及模具启动生产线生产薄膜认识认识认识认识项目8:匹配挤出机及模具生产薄膜——主要训练过程1.任务告知:2.任务的引入引导课文:5.挤出吹塑薄膜过程中如发现薄膜制品卷取不平请分析产生原因及解决办法?6.挤出吹塑薄膜过程中薄膜制品有“鱼眼”现象指的是什么?如何造成的?7.挤出吹塑薄膜过程中如发现薄膜厚度不均请