
凸焊螺栓焊接质量.doc

一吃****仪凡


1/9

2/9
3/9
4/9

5/9
6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

凸焊螺栓焊接质量.docx
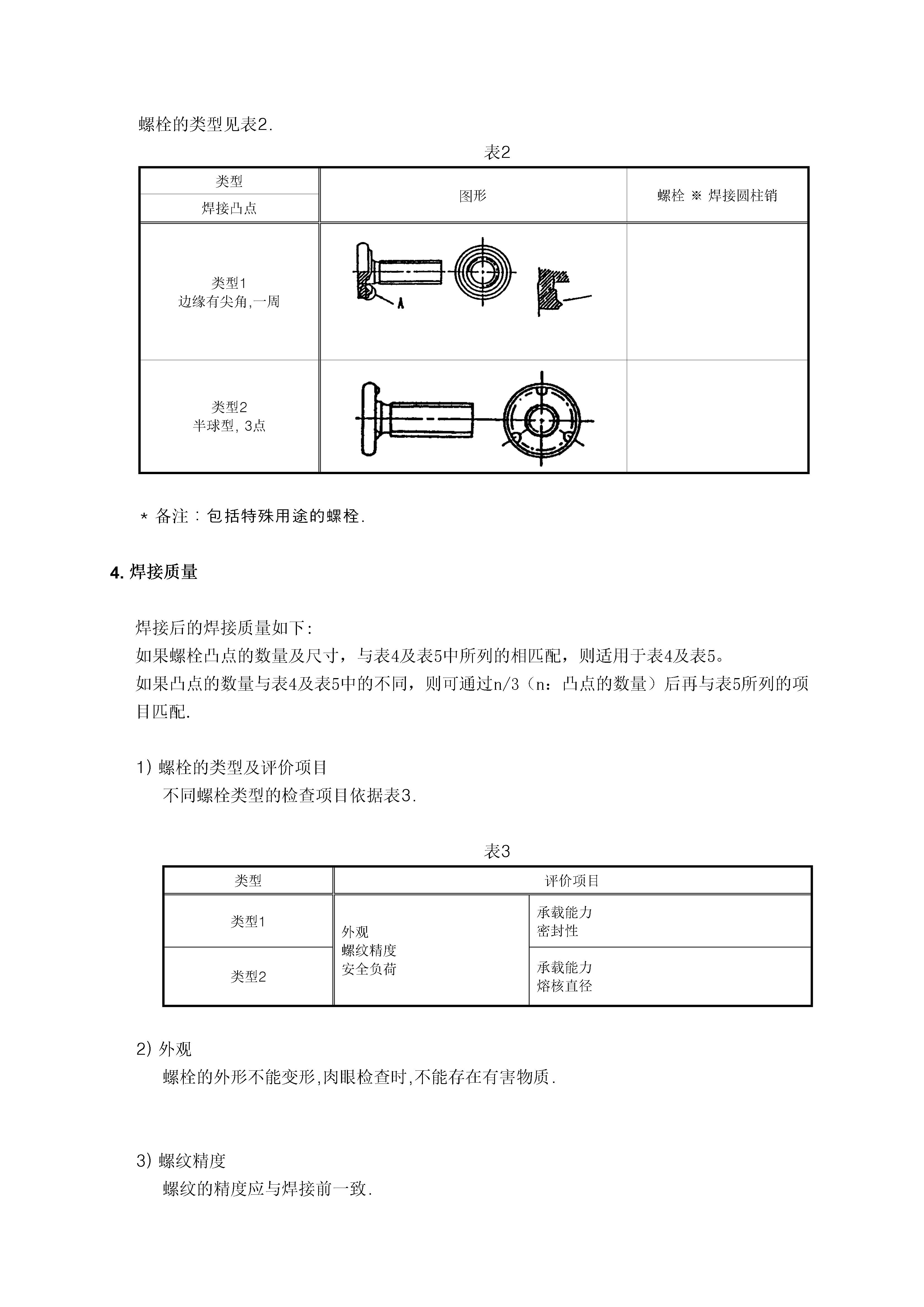
焊接螺母的焊接质量F-BO-19DPECOCo.--焊接螺母的焊接质量1.适用范围此标准为了保证焊接部螺栓的适当质量,以螺栓的焊接质量标准化为目的,对使用在汽车中的焊接螺栓,焊接销(以下简称“螺栓”)的焊接质量制定了基准.仅应用于头部带有凸点的螺栓,不适用于侧面带有凸点的螺栓,且螺栓的强度小于6.8级2.钢板的种类焊接螺母的钢板种类见表1.表1钢板的种类相应材料代号冷轧钢板及棒料SPCI等热轧钢板及棒料SPHC等焊接用轧钢SM50B等汽车专用热轧钢板及棒料SAPH30等冷轧高强度钢板HPC

凸焊螺栓焊接质量.doc
焊接螺母的焊接质量1.适用范围此标准为了保证焊接部螺栓的适当质量以螺栓的焊接质量标准化为目的对使用在汽车中的焊接螺栓焊接销(以下简称“螺栓”)的焊接质量制定了基准.仅应用于头部带有凸点的螺栓不适用于侧面带有凸点的螺栓且螺栓的强度小于6.8级2.钢板的种类焊接螺母的钢板种类见表1.表1钢板的种类相应材料代号冷轧钢板及棒料SPCI等热轧钢板及棒料SPHC等焊接用轧钢SM50B等汽车专用热轧钢板及棒料SAPH30等冷轧高强度钢板HPC35等高阻尼薄钢板SLDM2-U-30-30等*备注

凸焊螺栓焊接质量.doc
焊接螺母的焊接质量1.适用范围此标准为了保证焊接部螺栓的适当质量,以螺栓的焊接质量标准化为目的,对使用在汽车中的焊接螺栓,焊接销(以下简称“螺栓”)的焊接质量制定了基准.仅应用于头部带有凸点的螺栓,不适用于侧面带有凸点的螺栓,且螺栓的强度小于6.8级2.钢板的种类焊接螺母的钢板种类见表1.表1钢板的种类相应材料代号冷轧钢板及棒料SPCI等热轧钢板及棒料SPHC等焊接用轧钢SM50B等汽车专用热轧钢板及棒料SAPH30等冷轧高强度钢板HPC35等高阻尼薄钢板SLDM2-U-30-30等*备注1)包括诸如镀锌

凸焊螺栓焊接质量.docx
焊接螺母的焊接质量F-BO-19DPECOCo.-4-焊接螺母的焊接质量1.适用范围此标准为了保证焊接部螺栓的适当质量以螺栓的焊接质量标准化为目的对使用在汽车中的焊接螺栓焊接销(以下简称“螺栓”)的焊接质量制定了基准.仅应用于头部带有凸点的螺栓
凸焊螺栓焊接质量.doc
焊接螺母的焊接质量1.适用范围此标准为了保证焊接部螺栓的适当质量,以螺栓的焊接质量标准化为目的,对使用在汽车中的焊接螺栓,焊接销(以下简称“螺栓”)的焊接质量制定了基准.仅应用于头部带有凸点的螺栓,不适用于侧面带有凸点的螺栓,且螺栓的强度小于6.8级2.钢板的种类焊接螺母的钢板种类见表1.表1钢板的种类相应材料代号冷轧钢板及棒料SPCI等热轧钢板及棒料SPHC等焊接用轧钢SM50B等汽车专用热轧钢板及棒料SAPH30等冷轧高强度钢板HPC35等高阻尼薄钢板SLDM2-U-30-30等*备注1)包括诸如镀锌