
质量五大工具-MSA培训资料.ppt

波峻****99


1/10
2/10

3/10
4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共43页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

质量五大工具-MSA培训资料.ppt
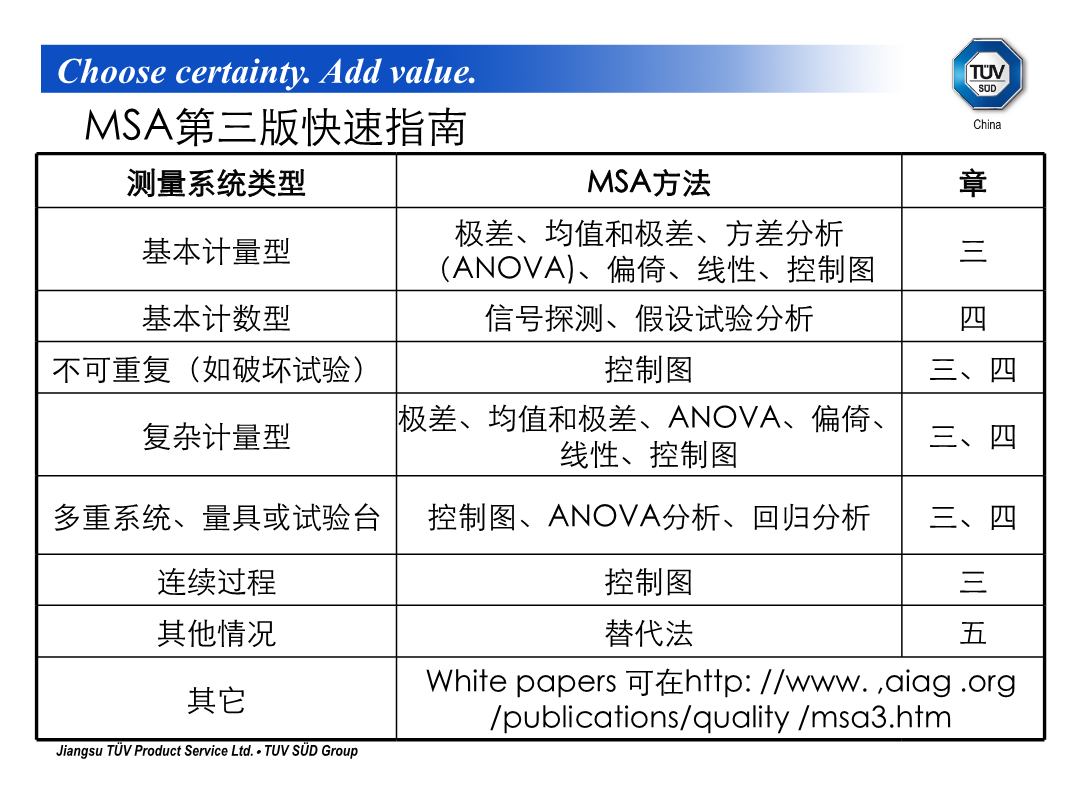
MSA-测量系统分析MeasurementSystemsAnalysisMSA第三版快速指南ThirdEditionFastGuide术语:测量:赋值(或数)给具体物以表示它们之间关于特定特性的关系。赋值过程定义为测量过程而赋予的值定义为测量值量具:用于获得测量的装置测量系统:是用来对被测特性定量测量或定性评价的仪器或量具、标准、操作、方法、夹具、软件、人员、环境和假设的集合;用来获得测量结果的整个过程测量数据的用途:产品控制过程控制特性之间的联系测量数据的质量:真值一个好的或高质量的

质量工具MSA.ppt
1234567891011121314151617181920212223242526272829303132333435363738

五大核心工具之MSA.ppt
MSA测量系统分析MeasurementSystemsAnalysis测量系统分析测量系统分析2、测量过程2、测量过程2、测量过程2、测量过程2、测量过程3.2、线性(Linearity)整个量程范围的偏倚改变3.3、重复性(Repeatability)3.4、稳定性(Stability)偏倚随时间的变化3.5、再现性(Reproducibility)3.6、量具重复性和再现性GageR&R(repeatabilityandreproducibi

五大技术工具之MSA.doc
有关测量旳基本概念测量:定义旳赋值(或数)给详细事物以表达他们之间有关特定特性旳关系。赋值过程定义为测量过程,而赋予旳值定义为测量值。量具:任何用来获得测量成果旳装置,常常用来特指用在车间旳装置;包括用来测量合格/不合格旳装置。测量系统:用来对被测特性定量测量或定性评价旳仪器或量具、原则、操作、措施、夹具、软件、操作人员、环境和条件旳集合。精密度:是指测量仪器所可以辨别出旳微量程度或最小距离,亦即代表测量仪器对同一待测工件,以相似测量过程作反复测量时,其各测量成果旳差异程度。以差异程度愈微小称为精密度佳。

五大核心工具之MSA.ppt
30六月2024测量系统分析测量系统分析2、测量过程2、测量过程2、测量过程2、测量过程2、测量过程3.2、线性(Linearity)整个量程范围的偏倚改变3.3、重复性(Repeatability)3.4、稳定性(Stability)偏倚随时间的变化3.5、再现性(Reproducibility)3.6、量具重复性和再现性GageR&R(repeatabilityandreproducibility)4、测量系统分析方法4、测量系统分析方法4、测量系统分析方法4、测量系统分析方法4、测量系统分析方法4、