
不锈钢药芯焊丝.pdf

新槐****公主


1/10

2/10
3/10
4/10

5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
不锈钢药芯焊丝.pdf
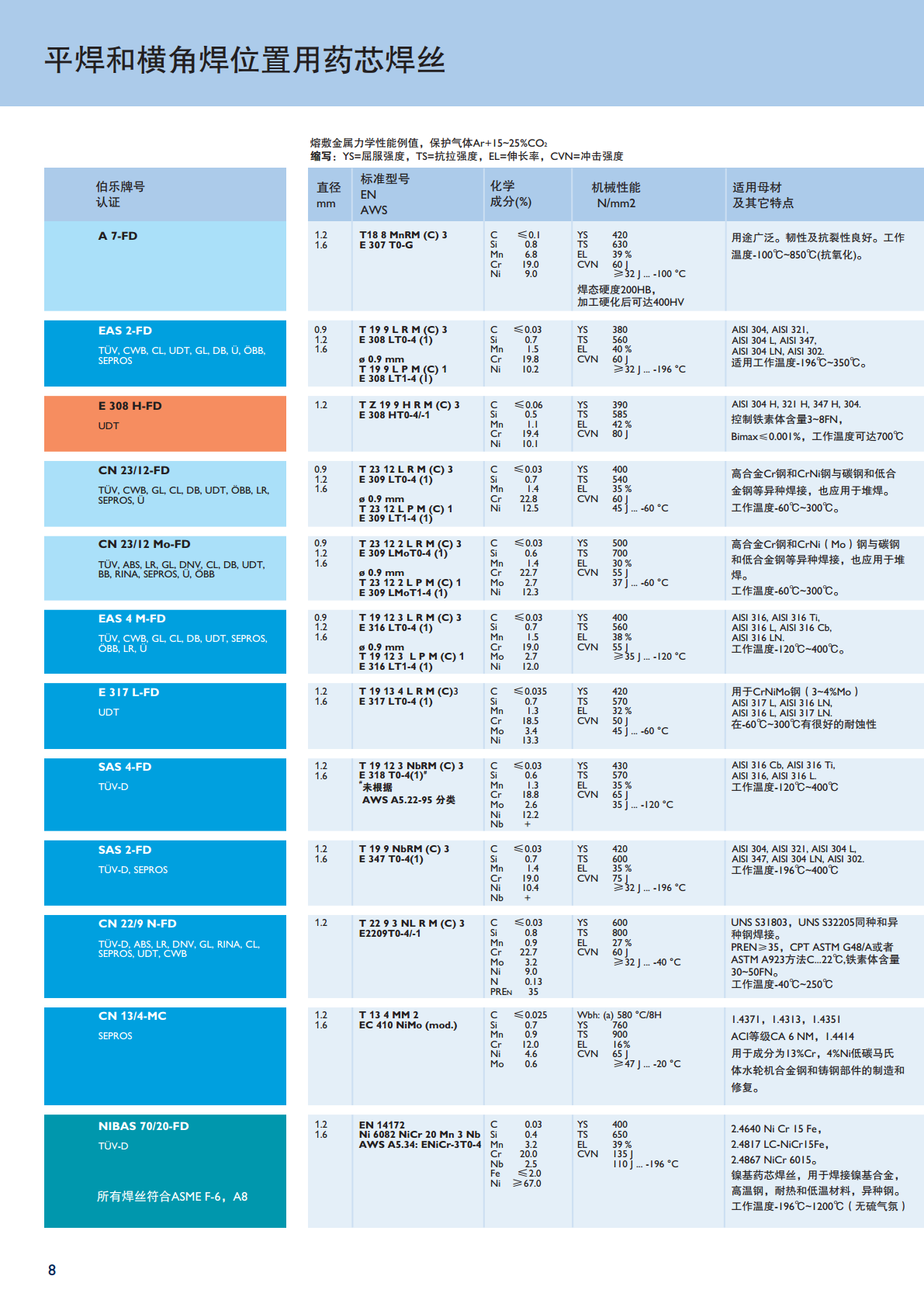
不锈钢药芯焊丝伯乐的药芯焊丝结合了伯乐金红石型焊条突出的焊接工艺性能和伯乐气保焊丝高效率焊接的双重优点。伯乐的药芯焊丝所产生的强有力的熔透电弧保证了焊接过程稳定飞溅极少。此外伯乐药芯焊丝严格控制了合金成分以确保焊缝金属具有优异的耐腐蚀性能和机械性能。为了确保焊缝金属最佳的化学成分和均匀性所有焊丝都采用不锈钢作外皮填充与烧结药芯制造。在焊丝的生产过程中使用自动监控系统对生产进行实

高强钢焊丝药芯焊丝不锈钢焊丝-铝焊丝-耐磨堆焊焊丝-低温焊丝.doc
上海格群信息科技有限公司成立于2005年,公司从成立之处就代理各类法国,德国,美国,瑞典,瑞士,意大利顶级品牌焊接切割设备及焊接材料(焊丝,焊条,焊剂等)生产厂商的产品。广泛应用在船舶、汽车、机车、石油化工、压力容器、核电、风力发电,电站锅炉、桥梁和海洋钻井平台、起重机械、矿山机械,军工等行业,具有极强竞争力。公司系德国STEINdrahtzug公司焊材在国内总经销商,STEIN公司专注高强药芯焊丝,金属粉芯焊丝等生产商,其生产的产品在全球广泛应用于风力风电,石油,管道,车辆,起重机械等行业并受到客户的一

高强钢焊丝药芯焊丝不锈钢焊丝,铝焊丝,耐磨堆焊焊丝,低温焊丝.doc
上海格群信息科技有限公司成立于2005年,公司从成立之处就代理各类法国,德国,美国,瑞典,瑞士,意大利顶级品牌焊接切割设备及焊接材料(焊丝,焊条,焊剂等)生产厂商的产品。广泛应用在船舶、汽车、机车、石油化工、压力容器、核电、风力发电,电站锅炉、桥梁和海洋钻井平台、起重机械、矿山机械,军工等行业,具有极强竞争力。公司系德国STEINdrahtzug公司焊材在国内总经销商,STEIN公司专注高强药芯焊丝,金属粉芯焊丝等生产商,其生产的产品在全球广泛应用于风力风电,石油,管道,车辆,起重机械等行业并受到客户的一

高强钢焊丝药芯焊丝不锈钢焊丝-铝焊丝-耐磨堆焊焊丝-低温焊丝.doc
上海格群信息科技有限公司成立于2005年,公司从成立之处就代理各类法国,德国,美国,瑞典,瑞士,意大利顶级品牌焊接切割设备及焊接材料(焊丝,焊条,焊剂等)生产厂商的产品。广泛应用在船舶、汽车、机车、石油化工、压力容器、核电、风力发电,电站锅炉、桥梁和海洋钻井平台、起重机械、矿山机械,军工等行业,具有极强竞争力。公司系德国STEINdrahtzug公司焊材在国内总经销商,STEIN公司专注高强药芯焊丝,金属粉芯焊丝等生产商,其生产的产品在全球广泛应用于风力风电,石油,管道,车辆,起重机械等行业并受到客户的一
不锈钢药芯焊丝焊接应用.ppt
不锈钢药芯焊丝焊接应用内容简介01.焊枪头7.电弧区过渡熔滴2.接触管8.熔池,熔敷金属和熔渣3.保护气体9.熔敷金属上形成熔渣4.焊带10.已凝固熔敷金属5.焊芯11.已凝固熔渣盖面6.焊丝伸出长度12.熔渣下清洁的熔敷金属15-25mm不锈钢药芯焊丝成分药芯填充情况药芯焊丝的概念(简介)填充药芯不锈钢药芯焊丝生产线焊接工艺简化焊道外观优美熔敷率比较0PW=金红石型快速形渣的全位置焊丝S=平焊位置的标准药芯焊丝电流:155A120.0A70.0A160.0A电压:26V20.5V24.5V28.5V送丝