
车工实习课题二:台阶轴车削.pdf

元枫****文章

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
车工实习课题二:台阶轴车削.pdf
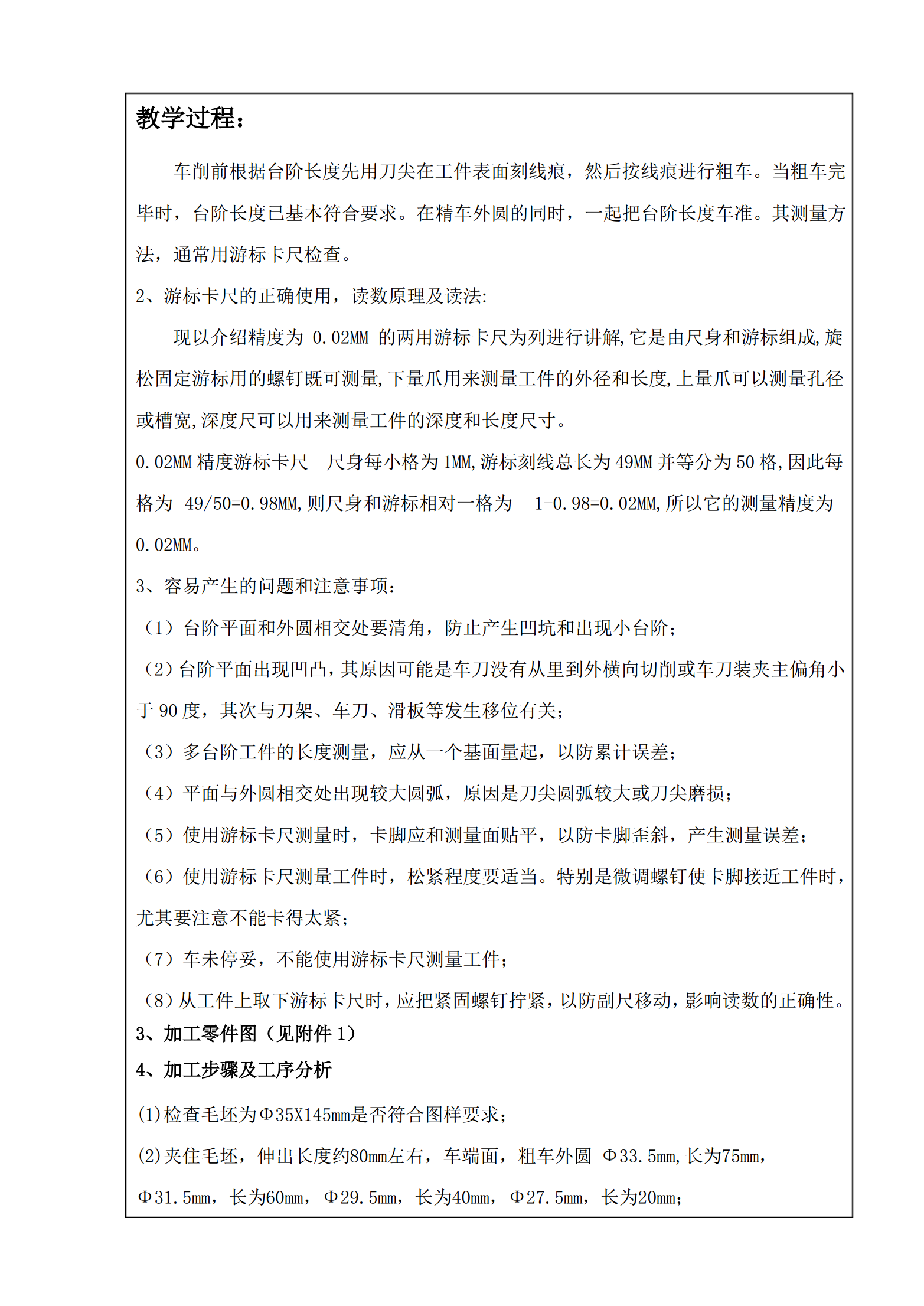
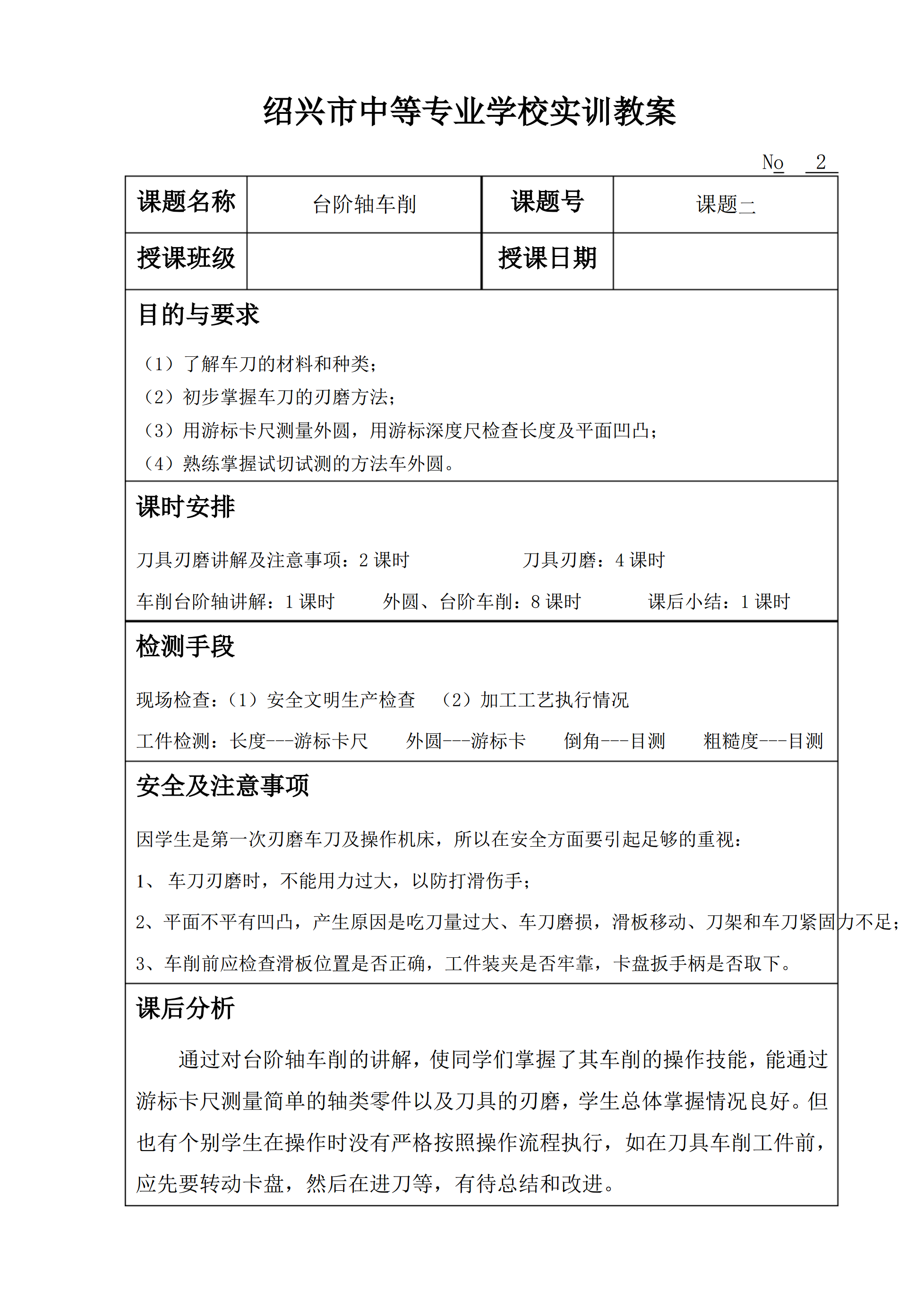
绍兴市中等专业学校实训教案No2课题名称台阶轴车削课题号课题二授课班级授课日期目的与要求(1)了解车刀的材料和种类;(2)初步掌握车刀的刃磨方法;(3)用游标卡尺测量外圆用游标深度尺检查长度及平面凹凸

台阶轴的车削.doc
专业部:机械数控专业部授课人:实训项目名称授课班级及时间班级日期星期节次应到实到迟到缺席轴类零件实训子项目名称台阶轴项目训练目标加强安全意识掌握台阶轴的加工方法,同时控制尺寸项目训练场地设备普车实训室;普通车床实训项目材料45钢准备的理论知识(或实训指导书)《车工技能实训》《车工工艺与技能实训项目教程》实训工艺规范要求要求学生明确实作室的规章制度;统一图纸、图样分析、尺寸分析、制定合理的车削加工方法,严格按图纸工艺要求车削加工零件。实训安全教育为保证实训过程中的人身安全和设备安全学生进入实作室着装要整齐,

台阶轴车削加工.ppt
零件样图2-1-2台阶轴加工工艺过程卡2-1-2台阶轴加工工艺过程卡加工工艺分析一、轴类零件的种类及结构二、车槽的方法与步骤二、车槽的方法与步骤三、车台阶的方法与步骤三、车台阶的方法与步骤四、车外圆锥的方法与步骤四、车外圆锥的方法与步骤四、车外圆锥的方法与步骤四、车外圆锥的方法与步骤2--4台阶轴车削加工实施2--4台阶轴车削加工实施2--4台阶轴车削加工实施2-4台阶轴车削加工实施2-5工件检测2-5工件检测2-5工件检测2-5工件检测2-5工件检测2-6评价总结

台阶轴车削加工.pptx
会计学2-1-2台阶轴加工工艺(gōngyì)过程卡2-1-2台阶(táijiē)轴加工工艺过程卡感谢您的观看(guānkàn)!

车工工艺车台阶轴.pptx
会计学2345678910111213141516171819