
4表面淬火和表面形变强化技术.ppt

志玉****爱啊


1/10

2/10

3/10

4/10
5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共40页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
4表面淬火和表面形变强化技术.ppt
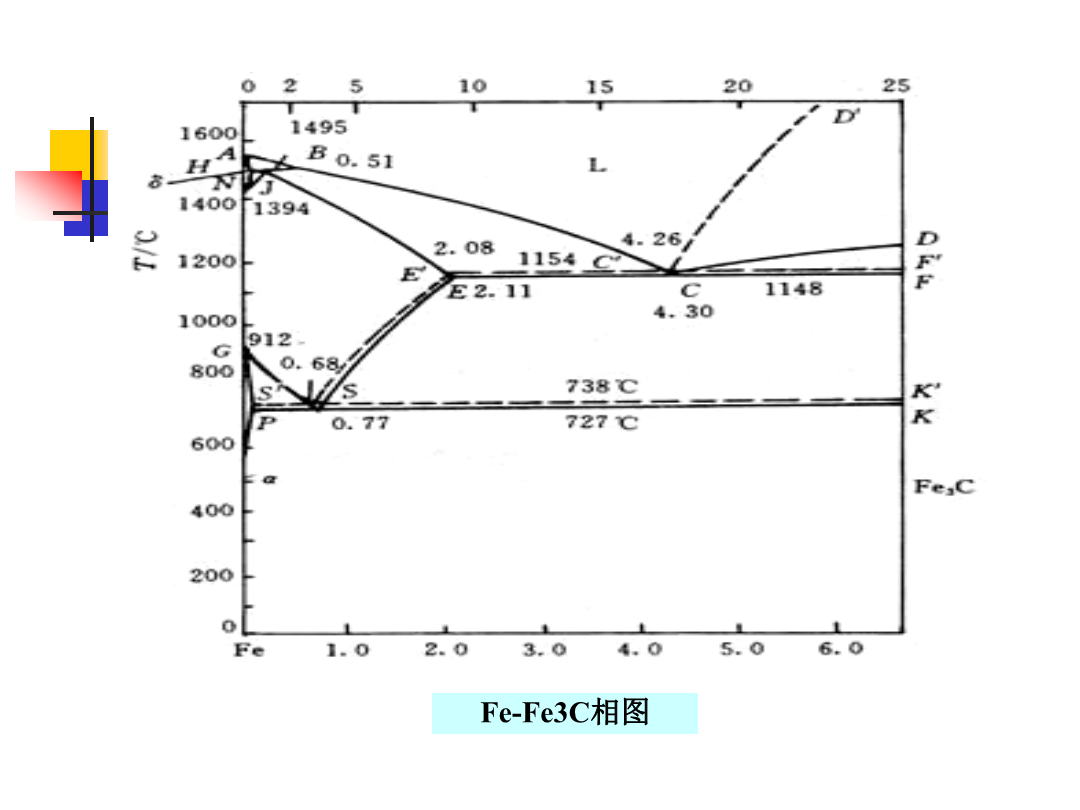
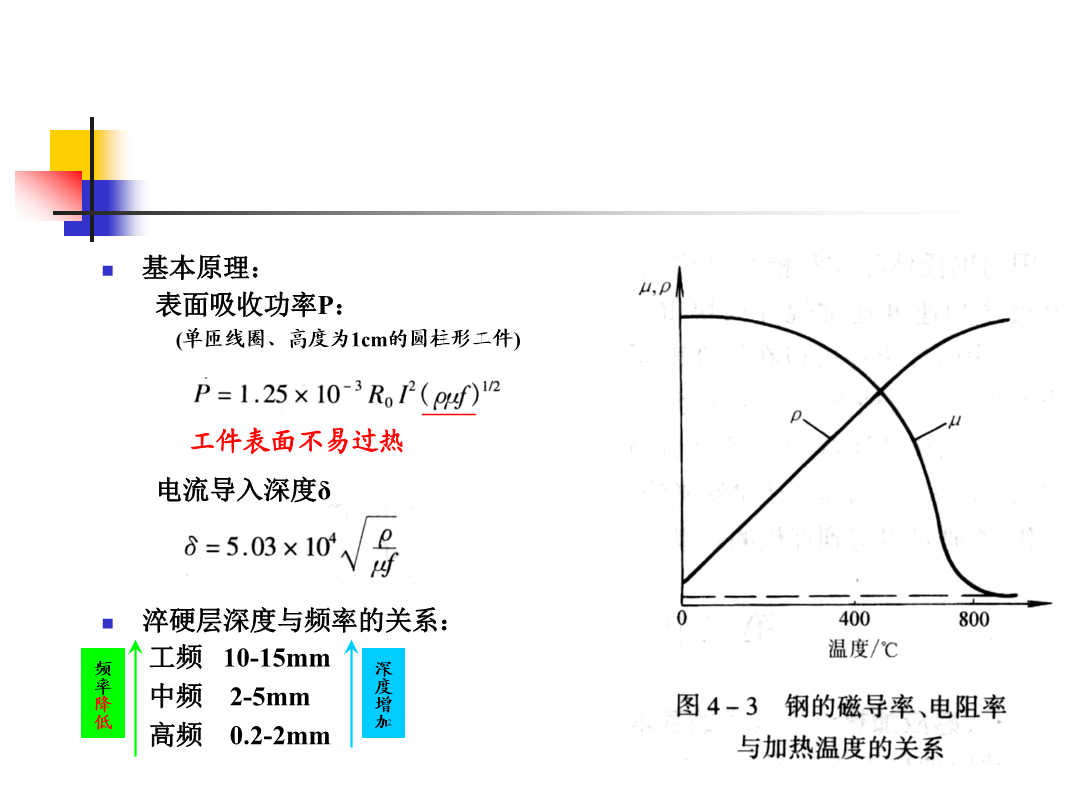
4表面淬火和表面形变强化技术教学目的和要求前言:4.1表面淬火技术的原理与特点Fe-Fe3C相图二、表面淬火技术与常规淬火技术的区别三、表面淬火层的组织与性能4.2感应加热淬火技术基本原理:表面吸收功率P:(单匝线圈、高度为1cm的圆柱形工件)工件表面不易过热电流导入深度δ淬硬层深度与频率的关系:工频10-15mm中频2-5mm高频0.2-2mm特点:

4表面淬火和表面形变强化技术.ppt
4表面淬火和表面形变强化技术教学目的和要求前言:4.1表面淬火技术的原理与特点Fe-Fe3C相图二、表面淬火技术与常规淬火技术的区别三、表面淬火层的组织与性能4.2感应加热淬火技术基本原理:表面吸收功率P:(单匝线圈、高度为1cm的圆柱形工件)工件表面不易过热电流导入深度δ淬硬层深度与频率的关系:工频10-15mm中频2-5mm高频0.2-2mm特点:(优点)加热迅速、热效率高、过渡区较窄、淬火层压应力大;可大幅度提高材料表面硬度、耐磨性和疲劳强度。(缺点)设备成本较高;尖角效应;一般只适合形状简单的零件

4表面淬火和表面形变强化技术.ppt
4表面淬火和表面形变强化技术教学目的和要求前言:4.1表面淬火技术的原理与特点Fe-Fe3C相图二、表面淬火技术与常规淬火技术的区别三、表面淬火层的组织与性能4.2感应加热淬火技术基本原理:表面吸收功率P:(单匝线圈、高度为1cm的圆柱形工件)工件表面不易过热电流导入深度δ淬硬层深度与频率的关系:工频10-15mm中频2-5mm高频0.2-2mm特点:(优点)加热迅速、热效率高、过渡区较窄、淬火层压应力大;可大幅度提高材料表面硬度、耐磨性和疲劳强度。(缺点)设备成本较高;尖角效应;一般只适合形状简单的零件
表面淬火和表面形变强化技术.ppt
4表面淬火和表面形变强化技术教学目的和要求前言:4.1表面淬火技术的原理与特点二、表面淬火技术与常规淬火技术的区别三、表面淬火层的组织与性能4.2感应加热淬火技术三、感应加热淬火工艺流程4.3火焰加热表面淬火技术4.4激光淬火与电子束淬火技术二、激光表面熔凝技术原理三、激光冲击淬火技术四、激光淬火技术的工业应用五、电子束淬火技术4.5电阻加热表面淬火技术4.6几种典型表面淬火工艺的特点比较4.7表面形变强化技术二、表面滚压技术思考题

表面淬火和表面形变强化技术.pptx
表面淬火和表面形变强化技术教学目的和要求前言:4.1表面淬火技术的原理与特点Fe-Fe3C相图二、表面淬火技术与常规淬火技术的区别三、表面淬火层的组织与性能4.2感应加热淬火技术基本原理:表面吸收功率P:(单匝线圈、高度为1cm的圆柱形工件)工件表面不易过热电流导入深度δ淬硬层深度与频率的关系:工频10-15mm中频2-5mm高频0.2-2mm特点:(优点)加热迅速、热效率高、过渡区较窄、淬火层压应力大;可大幅度提高材料表面硬度、耐磨性和疲劳强度。(缺点)设备成本较高;尖角效应;一般只适合形状简单的零件。