
塑料异型材挤出工艺流程介绍.pdf

一吃****书竹

1/4
2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

塑料异型材挤出工艺流程介绍.pdf
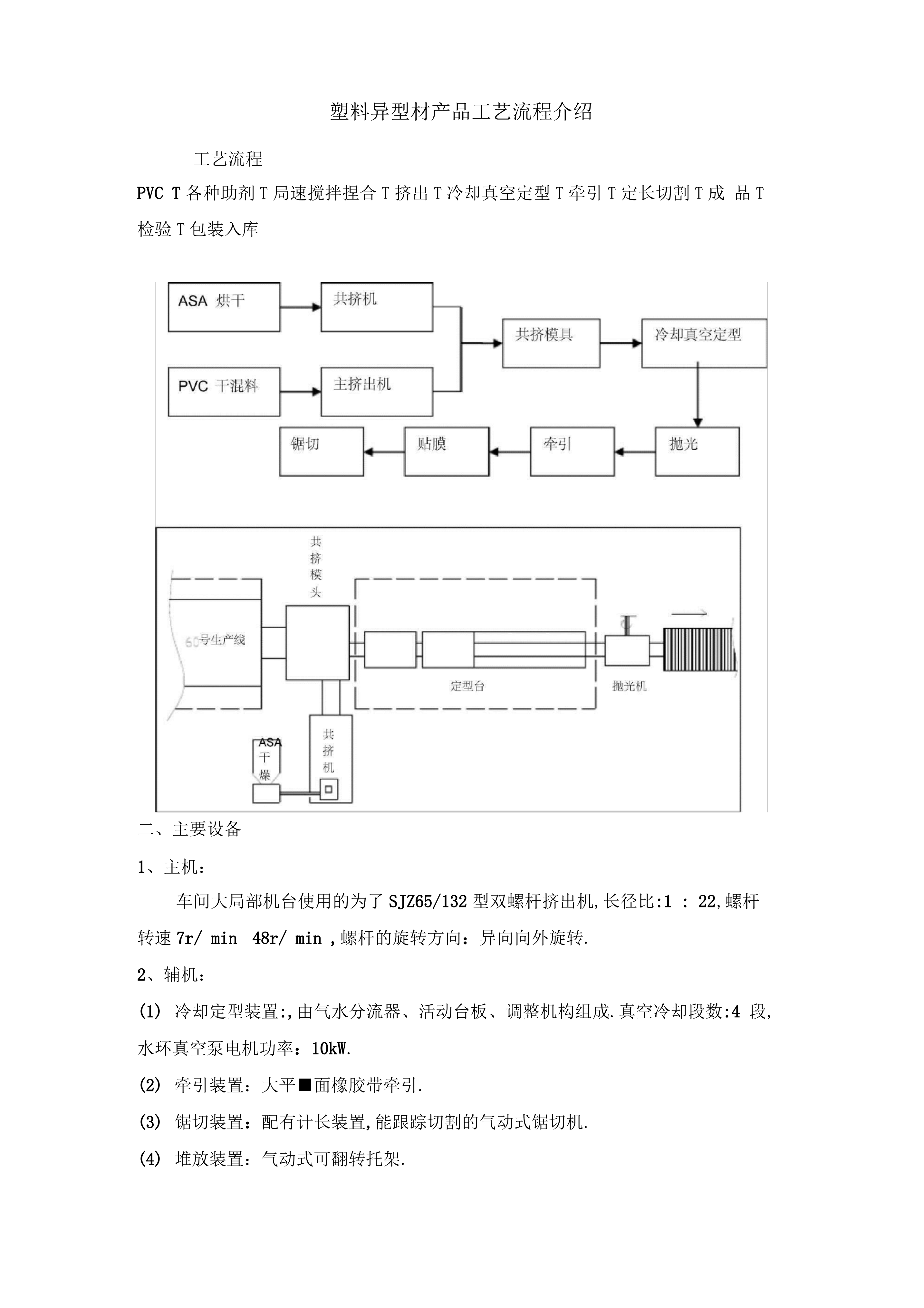
塑料异型材产品工艺流程介绍工艺流程PVCT各种助剂T局速搅拌捏合T挤出T冷却真空定型T牵引T定长切割T成品T检验T包装入库二、主要设备1、主机:车间大局部机台使用的为了SJZ65/132型双螺杆挤出机长径比:1:22螺杆转速7r/min48r/min螺杆的旋转方向:异向向外旋转.2、辅机:(1)冷却定型装置:由气水分流器、活动台板、调整机构组成.真

塑料异型材挤出模具.pptx
塑料异型材挤出模头设计挤出模头流道的基本要求离膜膨胀②要让型材坯料均匀地挤出③需要产生适当的背压④流道的变化应尽量平缓⑤要让型材坯料在离开模头之前有足够的纯剪切流动过程⑥流道壁表面需要十分光滑挤出模头的基本结构影响挤出模头结构设计的主要因素(2)挤出模塑料的配方---影响挤出模头结构(3)挤出机的性能---影响挤出模头结构(4)型材挤出的速度---影响挤出模头结构(5)挤出模头的制造工艺---影响挤出模头结构挤出模头结构设计异型材的挤出中心①选择异型材横截面的重心作为异型材的挤出

塑料异型材挤出模具.pptx
塑料(sùliào)异型材挤出(jǐchū)模头设计挤出(jǐchū)模头流道的基本要求离膜膨胀(péngzhàng)②要让型材坯料(pīliào)均匀地挤出③需要产生(chǎnshēng)适当的背压④流道的变化应尽量(jǐnliàng)平缓⑤要让型材坯料在离开(líkāi)模头之前有足够的纯剪切流动过程⑥流道壁表面需要十分(shífēn)光滑挤出模头的基本(jīběn)结构第十一页,。第十二页,。影响挤出模头结构设计的主要(zhǔyào)因素(2)挤出模塑料的配方---影响(yǐngxiǎng)挤出模头

塑料异型材挤出模具.ppt
塑料异型材挤出模头设计挤出模头流道的基本要求离膜膨胀②要让型材坯料均匀地挤出③需要产生适当的背压④流道的变化应尽量平缓⑤要让型材坯料在离开模头之前有足够的纯剪切流动过程⑥流道壁表面需要十分光滑挤出模头的基本结构2021/9/252021/9/25影响挤出模头结构设计的主要因素(2)挤出模塑料的配方---影响挤出模头结构(3)挤出机的性能---影响挤出模头结构(4)型材挤出的速度---影响挤出模头结构(5)挤出模头的制造工艺---影响挤出模头结构挤出模头结构设计异型材的挤出中心①选择异型材横截面的重心作为异

塑料异型材挤出模改进.pdf
耐:斯曼。飞J~模:076好9-22帮708手240Http:Ilwww.nicemachine.netE—mail:nice@nicemachine.net·挤出模技术·塑料异型材挤出模改进石家庄宝石电子集团(河北石家庄050035)许月强【摘要】逐步创新、改进设计塑料异型材挤出模,稳定地提高挤出模的设计水平,生产出质量更优越,价格更低廉的产品,更好地推广塑料门窗的使用。翮关键词:设计开发;挤出模具;改进设计;降低成本;塑料门窗l芏IImprovementofExtrudingDieforthePlas