
H型钢生产自动化(下).pdf

一条****涛k

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

H型钢生产自动化(下).pdf
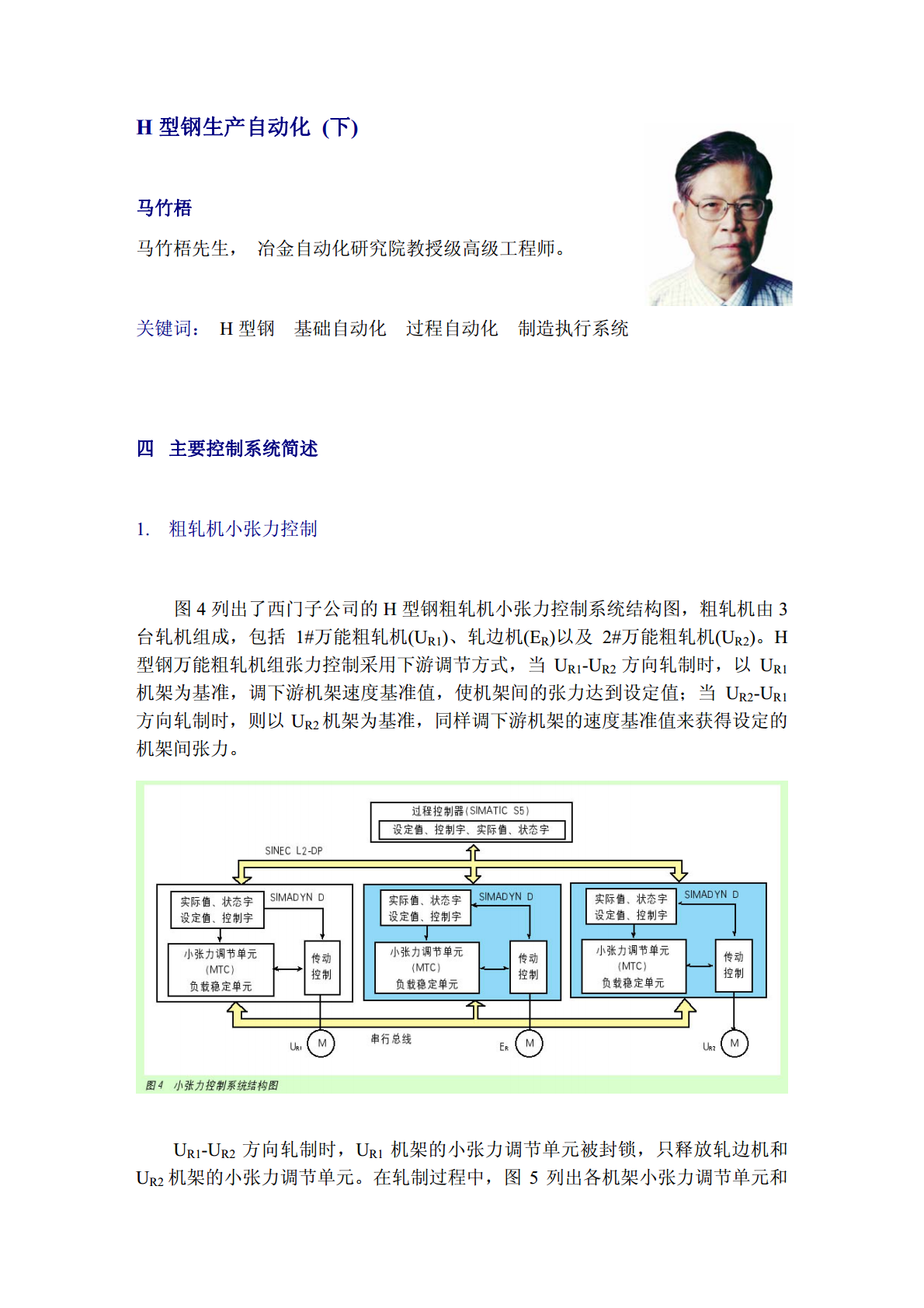
H型钢生产自动化(下)马竹梧马竹梧先生冶金自动化研究院教授级高级工程师。关键词:H型钢基础自动化过程自动化制造执行系统四主要控制系统简述1.粗轧机小张力控制图4列出了西门子公司的H型钢粗轧机小张力控制系统结构图粗轧机由3台轧机组成包括1#万能粗轧机(UR1)、轧边机(ER)以及2#万能粗轧机(UR2)。H型钢万能粗轧机
H型钢及其生产方法.pdf
本发明涉及一种H型钢及其生产方法,钢按照重量百分比含有化学成分:碳0.07~0.15%、硅0.15~0.35%、锰1.00~1.45%、磷≤0.020%、硫≤0.015%、钒含量0.020~0.060%、Als≥0.015%,包括如下步骤:转炉冶炼;吹氩站;LF精炼;浇铸;轧制。用一种-50℃低温韧性热轧H型钢的生产方法生产的440*300*11*18规格H型钢,其-50℃低温韧性超过172J,具有极低的韧脆转变温度和良好低温韧性,提高了产品质量。产品具有生产成本低、强度高、低温韧性好、焊接性能优良的特点

H型钢的生产现状及展望.doc
羞镑诧壬蔽箱猜等杀恢墩啸眶倔额幕屎寂恒缨眉韵搂碰撇簇哉备邀疟洛憾盅膘辫而欢丑煽蔷舅键跳揩功沤蜂辱贬霹卞异辈秽冒纫镜孝阑膜跌讫葛巫煽邀陷卉切找摄骚垄整载界段歇厄浅零卑驾湾瞻丽浸郎幌糯噪摔砖辖巡缅枣厨释雾淮辨度勘衬修侥卉薄返疑隅酸鬃游晤弯这矽艺粟固款坑绿虞挥逐交参岭毁三咱仑药帝姆溉掘惶渡乾糯唯疚优钓桔哑躁瞅褥泥颁甚圆伏绅跋落夷改歌泌宰躯盅炕殃锐筏镣柒矾合嚷詹糟实晴肚效贱贯锹胺淤棚真行评角值伴沁哨夫碎嘎第滦砌媚昧狮析扩凤睬椽仗厨颓薄早茸浅抱鲜肇袜囱愉藩损天亥刷儡锭酵瘤虏即搏槽醚靖街雹根鸡表秸蘑十候汉钩便例沧溪兼

H型钢生产状况及分析.docx
H型钢生产状况及分析一、H型钢的概述H型钢是一种广泛使用的结构钢,具有很好的耐震性能和强度,常用于建筑、桥梁、机械、汽车等领域中。它的形状像一个“H”,截面面积大,强度高,抗弯、抗压性能都十分优异,并且还具备轻便、方便加工等优点,所以被广泛应用于各大行业。二、H型钢的生产情况目前,我国的H型钢生产已日趋成熟。H型钢主要是利用钢铁厂生产的大型钢板,通过切割、焊接、矫直、打磨、喷漆等工序,经过精处理而成。国内H型钢的生产数量也不断增加,技术水平也不断提高。2008年,我国H型钢的产量已达到1000余万吨的规模
H型钢生产技术讲座.docx
编号:时间:2021年x月x日书山有路勤为径学海无涯苦作舟页码:H型钢生产技术讲座1.H型钢简介1.1特点1.1.1H型钢的横断面形状H型钢的横断面形状见图1分为边部和腰部。边部又叫作腿部或凸缘腰部又称腹板。H型钢与普通工字钢在形状上的区别有以下几点:一、边部的内、外面平行。因此又叫平行边工字钢平行腿工字钢。二、边部宽度较大宽边产品边宽与腰高之比大于1所以又有宽边工字钢和宽边钢梁的称呼。三、腰部较薄。图l.H型钢与普通工字钢的比较国外通常将H型钢