
【精选】污水的厌氧生物处理.ppt

书生****文章


1/10

2/10
3/10

4/10
5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共38页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
【精选】污水的厌氧生物处理.ppt
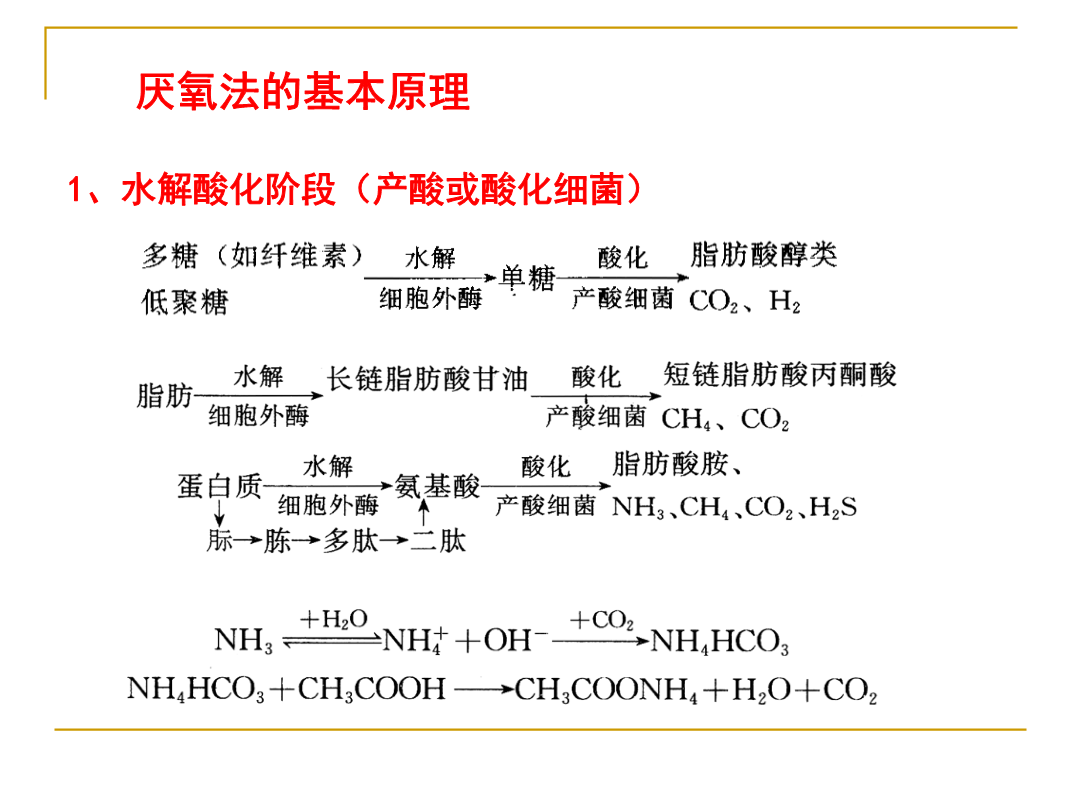
水污染控制工程厌氧生物处理——概述第一节厌氧法的基本原理图15-1厌氧发酵的几个阶段厌氧法的影响因素二、pH值三、氧化还原电位四、有机负荷五、厌氧活性污泥六、搅拌和混合七、废水的营养比(C/N)八、有毒物质九、生物固体停留时间(污泥龄)第二节厌氧生物处理工艺厌氧生物处理——主要构筑物及工艺常用加热方式有三种:(1)废水在消化池外先经热交换器预热到定温再进入消化池;(2)热蒸汽直接在消化器内加热;(3)在消化池内部安装热交换管。普通消化池一般的负荷中温为2~3kgCOD/m3
【精选】污水的厌氧生物处理(1).ppt
第七章污水的厌氧生物处理厌氧工艺的发展历史主要优点有:(a)能量需求大大降低还可产生能量;(b)污泥产量极低沉降性好;(c)被降解的有机物种类多应用范围广主要用于处理高浓度有机废水也可用于处理低浓度有机废水也能处理某些好氧微生物难降解的物质;(d)对水温的适应范围广;(e)有机容积负荷率高;(f)营养盐类需要量少。厌氧法与好氧法的比较§6.1厌氧生物处理的基本原理厌氧呼吸废水的厌氧生物处理影响因素(针对产气步骤)§6.2污水的厌氧生物处理方法普通消化池普通消化池洛杉矶Hyperion污水处理厂蛋型厌

污水的厌氧生物处理.ppt
污水的厌氧生物处理污水的生化处理法1厌氧生物处理的基本原理1厌氧生物处理的基本原理(2)厌氧消化过程复杂有机物碳水化合物,蛋白质,脂类1厌氧生物处理的基本原理1厌氧生物处理的基本原理1厌氧生物处理的基本原理1厌氧生物处理的基本原理1厌氧生物处理的基本原理1厌氧生物处理的基本原理1厌氧生物处理的基本原理2污水的厌氧生物处理方法2污水的厌氧生物处理方法生活污水处理系统示意图2污水的厌氧生物处理方法2污水的厌氧生物处理方法2污水的厌氧生物处理方法2污水的厌氧生物处理方法2污水的厌氧生物处理方法2污水的厌氧生物处

污泥、污水厌氧生物处理.ppt
第六章污水的厌氧生物处理第十章污水的厌氧生物处理厌氧生物处理的基本原理厌氧生物处理的早期目的和过程厌氧生物处理的早期目的和过程厌氧生物处理的早期目的和过程厌氧生物处理机理厌氧生物处理机理厌氧生物处理机理厌氧生物处理机理厌氧生物处理机理厌氧生物处理机理厌氧生物处理机理厌氧生物处理机理厌氧生物处理机理厌氧工艺的类型和发展厌氧工艺的类型和发展厌氧工艺的类型和发展厌氧工艺的类型和发展厌氧工艺的类型和发展厌氧工艺的类型和发展厌氧工艺的类型和发展厌氧反应器的分类①厌氧消化池②厌氧接触反应器③厌氧滤池③厌氧滤池④升流式
污泥、污水厌氧生物处理.ppt
第六章污水的厌氧生物处理第十章污水的厌氧生物处理厌氧生物处理的基本原理厌氧生物处理的早期目的和过程厌氧生物处理的早期目的和过程厌氧生物处理的早期目的和过程厌氧生物处理机理厌氧生物处理机理厌氧生物处理机理厌氧生物处理机理厌氧生物处理机理厌氧生物处理机理厌氧生物处理机理厌氧生物处理机理厌氧生物处理机理厌氧工艺的类型和发展厌氧工艺的类型和发展厌氧工艺的类型和发展厌氧工艺的类型和发展厌氧工艺的类型和发展厌氧工艺的类型和发展厌氧工艺的类型和发展厌氧反应器的分类①厌氧消化池②厌氧接触反应器③厌氧滤池③厌氧滤池④升流式