
6-3模具组装及其组装工艺.pptx

Ch****75


1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共42页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

6-3模具组装及其组装工艺.pptx
一、冲模装配单元与组装1.冲模典型结构及其装配工艺要求冲模主要分为冲裁模和成型冲模两类。冲裁模叉可分为落料模和冲孔模;成型冲模又可分为拉伸(延)模、翻边模、胀形模和弯曲模等。冲模按工序不同又可分为:◆单工序模。主要用于冲压批量不大的一般要求的中小冲件。大型冲件限于工艺条件也多采用单工序模。◆复式冲模。属于精密冲模。◆级进冲模。主要用于中小金属冲件加工。其工步内容包括落料、冲孔外还包括浅拉伸、弯曲等成形加工工步。所以级进冲模可进行连续加工生产效率高制造精高但装配、调试难度大。适用于大批量生产。(l)冲模典型

A字支撑架、组装胎具、组装装置及其组装工艺.pdf
本发明公开了A字支撑架、组装胎具、组装装置及其组装工艺,包括呈A字型的H钢结构和若干个眼板组件;所述眼板组件安装在所述H钢结构上,其中所述H钢结构的A字型上端设置有第一眼板组件和第二眼板组件,所述第一眼板组件与所述第二眼板组件之间通过连接轴连接;所述H钢结构的A字型下端设置有第三眼板组件和第四眼板组件;所述第三眼板组件和第四眼板组件分别设置于所述H钢结构的两侧;能够提高人工工作效率、减少A字支撑架的产品质量问题。
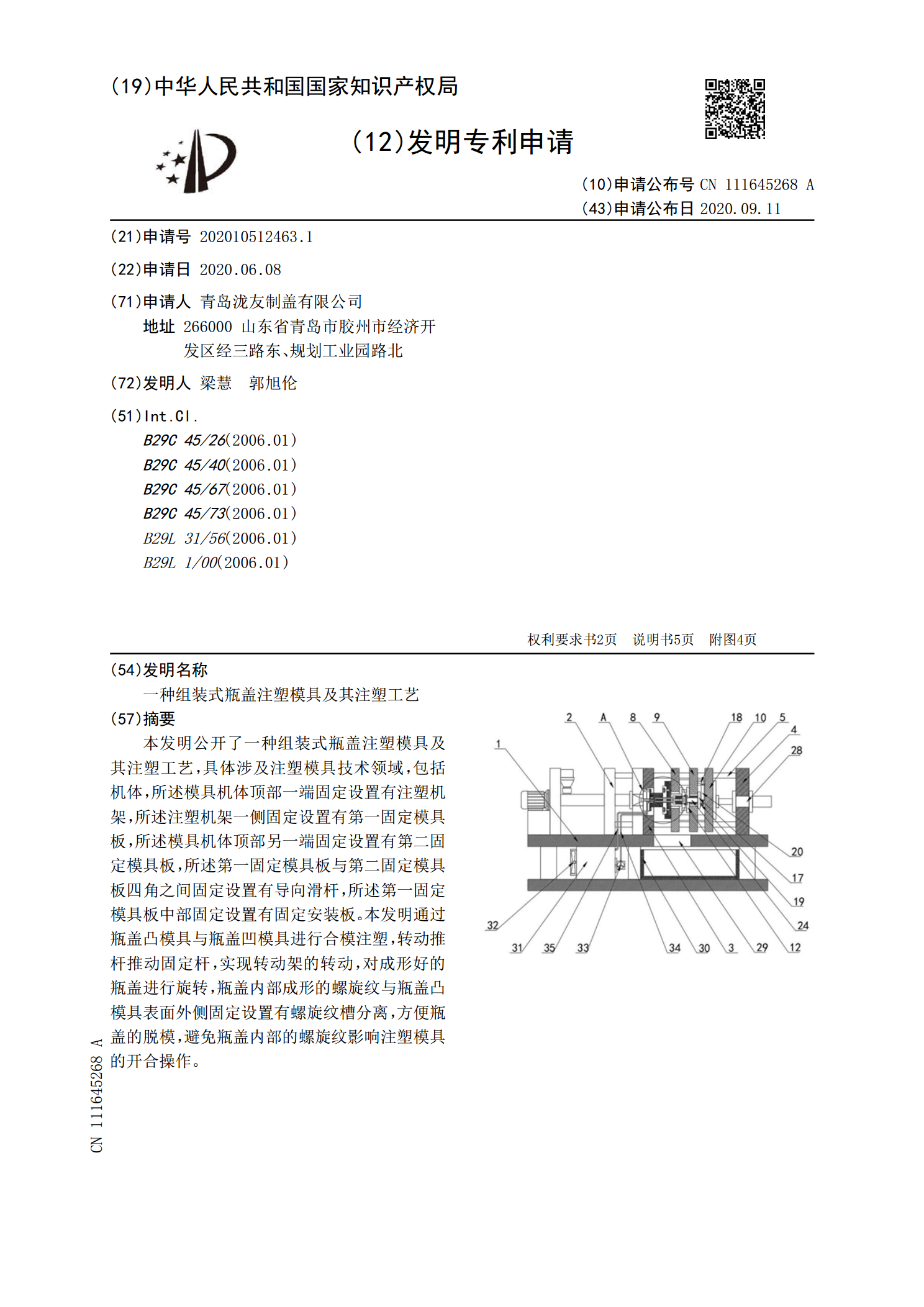
一种组装式瓶盖注塑模具及其注塑工艺.pdf
本发明公开了一种组装式瓶盖注塑模具及其注塑工艺,具体涉及注塑模具技术领域,包括机体,所述模具机体顶部一端固定设置有注塑机架,所述注塑机架一侧固定设置有第一固定模具板,所述模具机体顶部另一端固定设置有第二固定模具板,所述第一固定模具板与第二固定模具板四角之间固定设置有导向滑杆,所述第一固定模具板中部固定设置有固定安装板。本发明通过瓶盖凸模具与瓶盖凹模具进行合模注塑,转动推杆推动固定杆,实现转动架的转动,对成形好的瓶盖进行旋转,瓶盖内部成形的螺旋纹与瓶盖凸模具表面外侧固定设置有螺旋纹槽分离,方便瓶盖的脱模,避
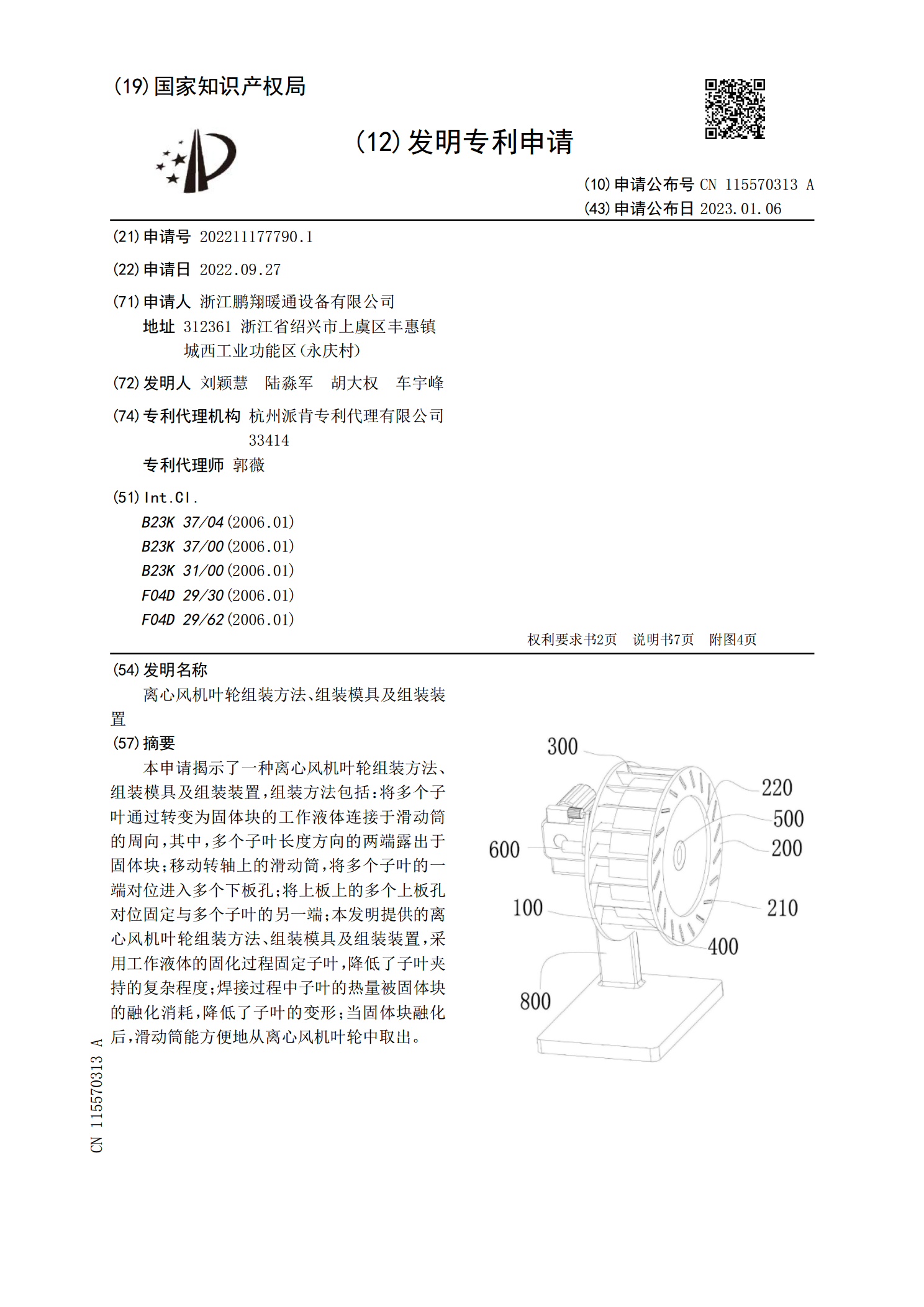
离心风机叶轮组装方法、组装模具及组装装置.pdf
本申请揭示了一种离心风机叶轮组装方法、组装模具及组装装置,组装方法包括:将多个子叶通过转变为固体块的工作液体连接于滑动筒的周向,其中,多个子叶长度方向的两端露出于固体块;移动转轴上的滑动筒,将多个子叶的一端对位进入多个下板孔;将上板上的多个上板孔对位固定与多个子叶的另一端;本发明提供的离心风机叶轮组装方法、组装模具及组装装置,采用工作液体的固化过程固定子叶,降低了子叶夹持的复杂程度;焊接过程中子叶的热量被固体块的融化消耗,降低了子叶的变形;当固体块融化后,滑动筒能方便地从离心风机叶轮中取出。

全自动电源组装测试线及其组装测试工艺.pdf
本发明涉及自动化组装流水线技术领域,具体涉及一种全自动电源组装测试线及其组装测试工艺,包括贯通于组装测试线的输送单元,传送于输送单元用于放置电源的治具;所述组装测试线依次包括自动装基板设备、人工插装工位、第一锁螺丝设备、第一预留工位、转换设备、扫码绑定设备、点胶设备、第二预留工位、第二锁螺丝设备、插装工位、自动插装设备、老化测试设备、检测设备、自动拔出设备;本发明采用流水线方式拥有电源进行自动组装检测,自动化程度高,装配效果好,能够在完成装配后实现自动测试,能够完成测试后即可包装出货,相比传统人工装配效率