
五金模具与冲压工艺.pptx

一条****彩妍

1/10

2/10

3/10

4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共81页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
五金模具与冲压工艺.pptx
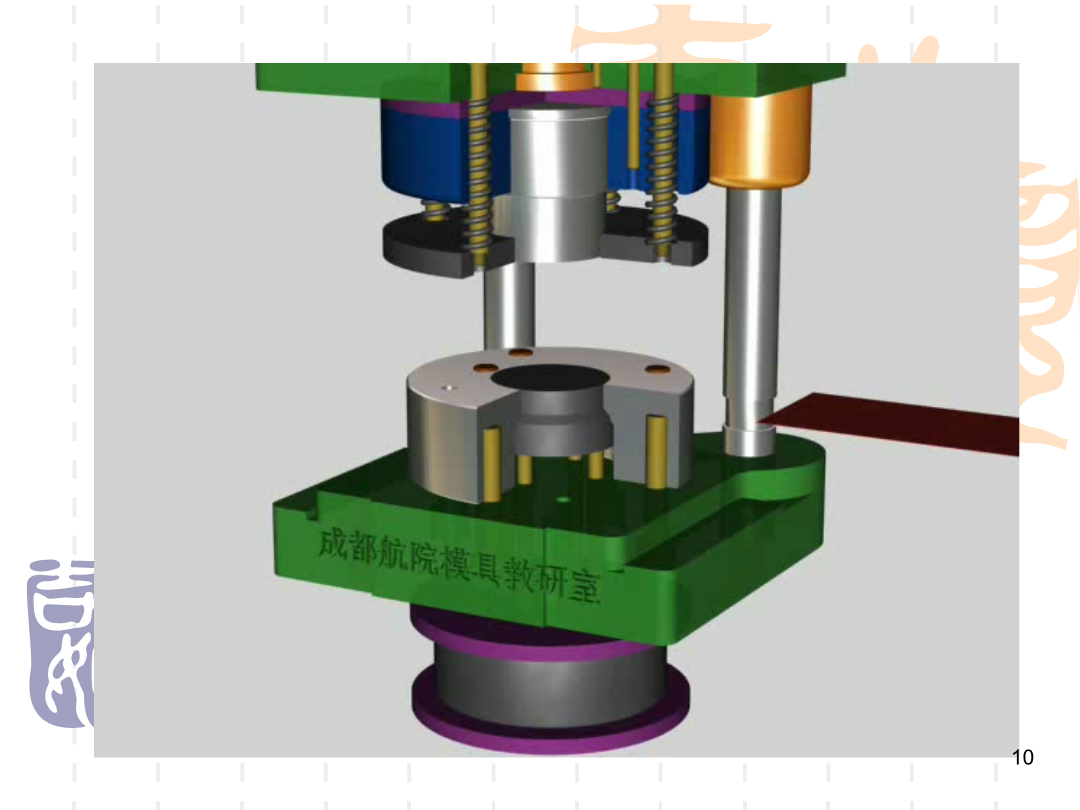
主讲人刘冬桂课程情况总体简介(课时2小时)1什么是五金冲压零件?它是如何生产出来的?冲压:加工对象:10附:五金模具的基本结构图概述五金配件通用知识培训课程14弯曲:161718生活中的弯曲零件用模具成形弯曲件一用模具成形弯曲件二弯曲成形典型零件V形件弯曲模U形件弯曲模1-顶板2-定位销3-反侧压块4-凸模5-凹模6-上模座7-压块8-橡皮9-凸模托板10-活动凸模

五金模具与冲压工艺.ppt
30六月2024课程情况总体简介(课时2小时)1什么是五金冲压零件?它是如何生产出来的?冲压:加工对象:10附:五金模具的基本结构图概述五金配件通用知识培训课程14弯曲:161718生活中的弯曲零件用模具成形弯曲件一用模具成形弯曲件二弯曲成形典型零件V形件弯曲模U形件弯曲模1-顶板2-定位销3-反侧压块4-凸模5-凹模6-上模座7-压块8-橡皮9-凸模托板10-活动凸模11-下模座拉深:又称拉延,是利用拉深模在压力机的压力作用下,将平板坯料或空心工序件制成开口空心零件的加工方法。它是冲压基本工序之一。可以
五金模具与冲压工艺.ppt
18九月2024课程情况总体简介(课时2小时)1什么是五金冲压零件?它是如何生产出来的?冲压:加工对象:10附:五金模具的基本结构图概述五金配件通用知识培训课程14弯曲:161718生活中的弯曲零件用模具成形弯曲件一用模具成形弯曲件二弯曲成形典型零件V形件弯曲模U形件弯曲模1-顶板2-定位销3-反侧压块4-凸模5-凹模6-上模座7-压块8-橡皮9-凸模托板10-活动凸模11-下模座拉深:又称拉延,是利用拉深模在压力机的压力作用下,将平板坯料或空心工序件制成开口空心零件的加工方法。它是冲压基本工序之一。可以
五金模具与冲压工艺.pptx
主讲人刘冬桂课程情况总体简介(课时2小时)1什么是五金冲压零件?它是如何生产出来的?冲压:加工对象:10附:五金模具的基本结构图概述五金配件通用知识培训课程14弯曲:161718生活中的弯曲零件用模具成形弯曲件一用模具成形弯曲件二弯曲成形典型零件V形件弯曲模U形件弯曲模1-顶板2-定位销3-反侧压块4-凸模5-凹模6-上模座7-压块8-橡皮9-凸模托板10-活动凸模
五金模具与冲压工艺课件.pptx
主讲人刘冬桂课程情况总体简介(课时2小时)1什么是五金冲压零件?它是如何生产出来的?冲压:加工对象:10附:五金模具的基本结构图概述五金配件通用知识培训课程14弯曲:161718生活中的弯曲零件用模具成形弯曲件一用模具成形弯曲件二弯曲成形典型零件V形件弯曲模U形件弯曲模1-顶板2-定位销3-反侧压块4-凸模5-凹模6-上模座7-压块8-橡皮9-凸模托板10-活动凸模