
ug数控加工编程技术典型实例 心型加工.pptx

春兰****89


1/10

2/10
3/10

4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共43页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

ug数控加工编程技术典型实例 心型加工.pptx
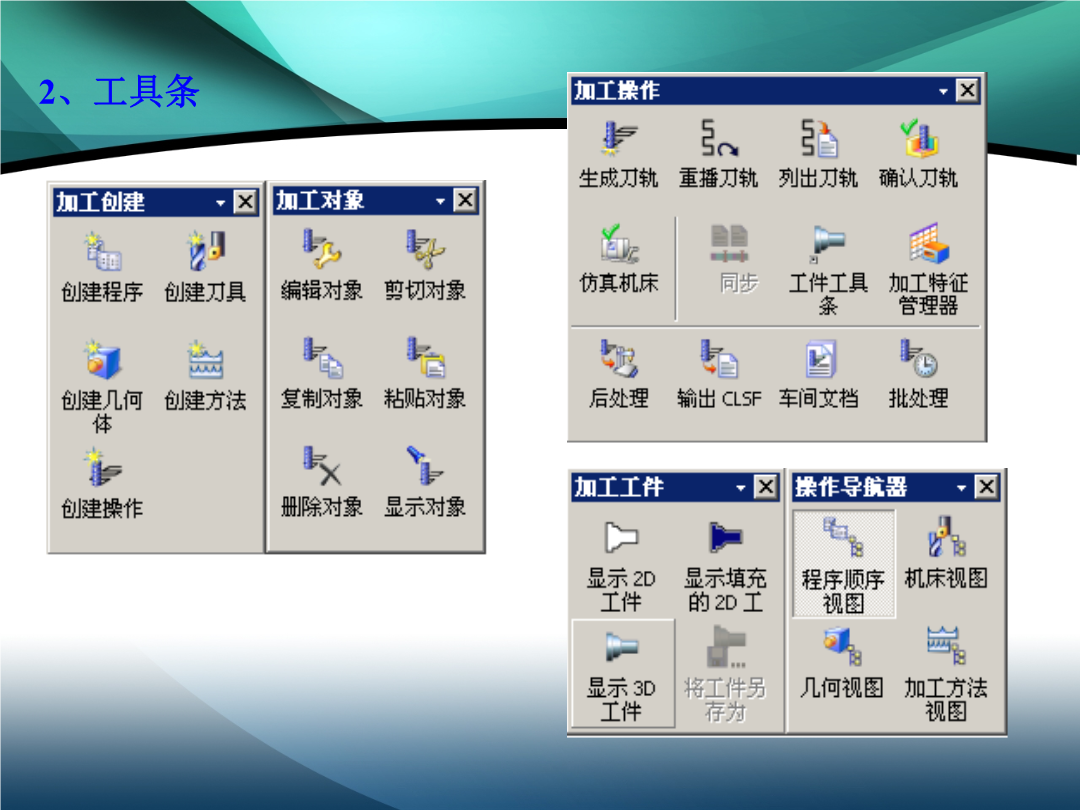
数控加工编程技术项目一心形凹模加工1、UGNX4铣加工编程通用过程;2、UGNX4铣加工主要术语;3、UGNX4铣加工菜单与工具条;4、UGNX4加工操作的父级组;5、UGNX4平面铣操作;6、UGNX4面铣操作。一、UGNX4铣加工编程通用过程二、UGNX4铣加工环境与加工术语三、UGNX4铣加工环境与加工术语四、UGNX4CAM菜单与工具条2、工具条3、操作导航器五、UGNX4加工操作的父级组2、刀具组刀具组可定义切削刀具。您可以通过从模板创建刀具
ug数控加工编程技术典型实例 心型加工.pptx
数控加工编程技术项目一心形凹模加工1、UGNX4铣加工编程通用过程;2、UGNX4铣加工主要术语;3、UGNX4铣加工菜单与工具条;4、UGNX4加工操作的父级组;5、UGNX4平面铣操作;6、UGNX4面铣操作。一、UGNX4铣加工编程通用过程二、UGNX4铣加工环境与加工术语三、UGNX4铣加工环境与加工术语四、UGNX4CAM菜单与工具条2、工具条3、操作导航器五、UGNX4加工操作的父级组2、刀具组刀具组可定义切削刀具。您可以通过从模板创建刀具

UG数控加工实例.docx
526UG数控加工实例【内容提要】本章通过平面铣、面铣、型腔铣、固定轮廓铣4个实例对UG数控编程的主要功能进行练习。【学习提示】读者在学习中应注意结合实际举一反三灵活运用所学知识理解本章内容。.1实例一平面铣平面铣是铣削加工中最常用的加工类型之一一般用来对直壁、水平底面二维零件的粗加工与精加工。平面铣削加工时刀具轴线方向相对工件不发生变化属于固定轴铣只能对侧面与底面垂直的加工部件进行加工。平面铣以边界来定义零件的几何体这些边界通常是曲线通过所指定的边界和底面的高度差来定义总的切削深度;刀具始终在边界

UG数控加工实例.docx
UG数控加工实例【内容提要】本章通过平面铣、面铣、型腔铣、固定轮廓铣4个实例,对UG数控编程的主要功能进行练习。【学习提示】读者在学习中应注意结合实际,举一反三,灵活运用所学知识理解本章内容。.1实例一平面铣平面铣是铣削加工中最常用的加工类型之一,一般用来对直壁、水平底面二维零件的粗加工与精加工。平面铣削加工时刀具轴线方向相对工件不发生变化,属于固定轴铣,只能对侧面与底面垂直的加工部件进行加工。平面铣以边界来定义零件的几何体,这些边界通常是曲线,通过所指定的边界和底面的高

ug数控加工编程技术.pptx
UG数控加工编程技术项目一心形凹模加工1、UGNX4铣加工编程通用过程;2、UGNX4铣加工主要术语;3、UGNX4铣加工菜单与工具条;4、UGNX4加工操作的父级组;5、UGNX4平面铣操作;6、UGNX4面铣操作。一、UGNX4铣加工编程通用过程二、UGNX4铣加工环境与加工术语三、UGNX4铣加工环境与加工术语四、UGNX4CAM菜单与工具条2、工具条3、操作导航器五、UGNX4加工操作的父级组2、刀具组刀具组可定义切削刀具。您可以通过从模板创建