
刀台位移测量装置及方法、变频器及控制方法以及旋切机.pdf

俊英****22


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
刀台位移测量装置及方法、变频器及控制方法以及旋切机.pdf
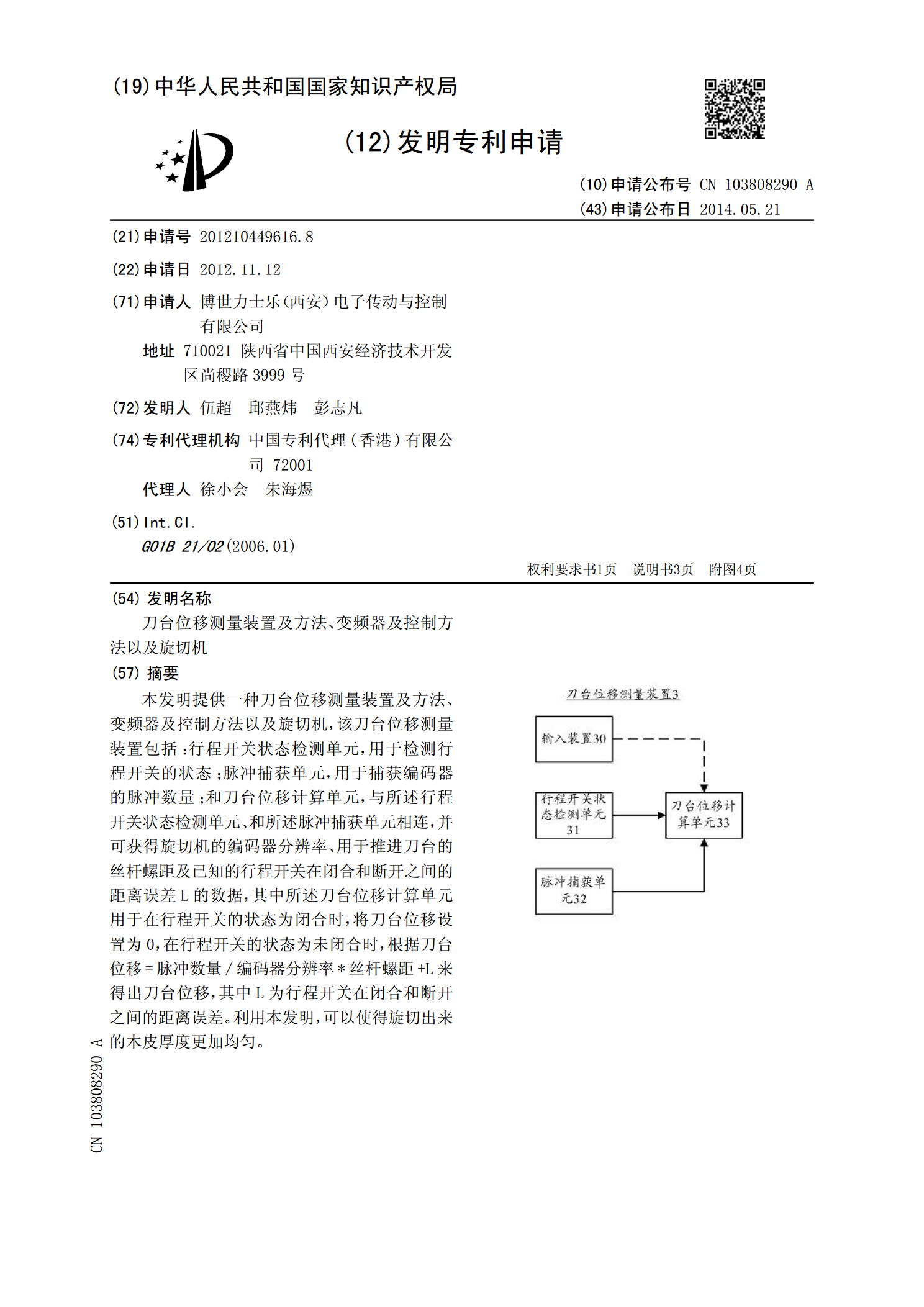
本发明提供一种刀台位移测量装置及方法、变频器及控制方法以及旋切机,该刀台位移测量装置包括:行程开关状态检测单元,用于检测行程开关的状态;脉冲捕获单元,用于捕获编码器的脉冲数量;和刀台位移计算单元,与所述行程开关状态检测单元、和所述脉冲捕获单元相连,并可获得旋切机的编码器分辨率、用于推进刀台的丝杆螺距及已知的行程开关在闭合和断开之间的距离误差L的数据,其中所述刀台位移计算单元用于在行程开关的状态为闭合时,将刀台位移设置为0,在行程开关的状态为未闭合时,根据刀台位移=脉冲数量/编码器分辨率*丝杆螺距+L来得出
探针测量的控制方法、处理方法以及装置.pdf
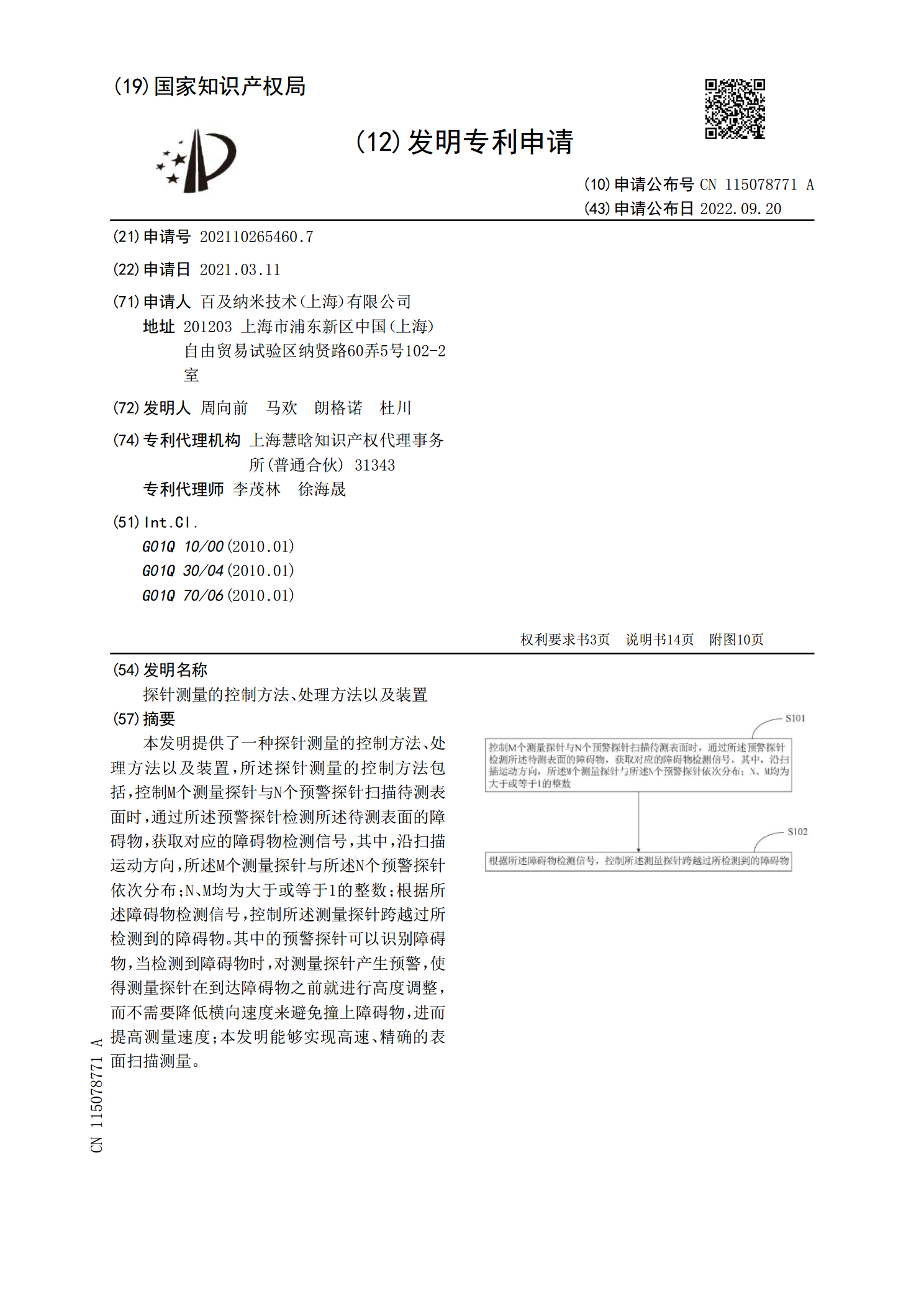
本发明提供了一种探针测量的控制方法、处理方法以及装置,所述探针测量的控制方法包括,控制M个测量探针与N个预警探针扫描待测表面时,通过所述预警探针检测所述待测表面的障碍物,获取对应的障碍物检测信号,其中,沿扫描运动方向,所述M个测量探针与所述N个预警探针依次分布;N、M均为大于或等于1的整数;根据所述障碍物检测信号,控制所述测量探针跨越过所检测到的障碍物。其中的预警探针可以识别障碍物,当检测到障碍物时,对测量探针产生预警,使得测量探针在到达障碍物之前就进行高度调整,而不需要降低横向速度来避免撞上障碍物,进而
高炉冷却壁位移变形测量装置以及预判方法.pdf
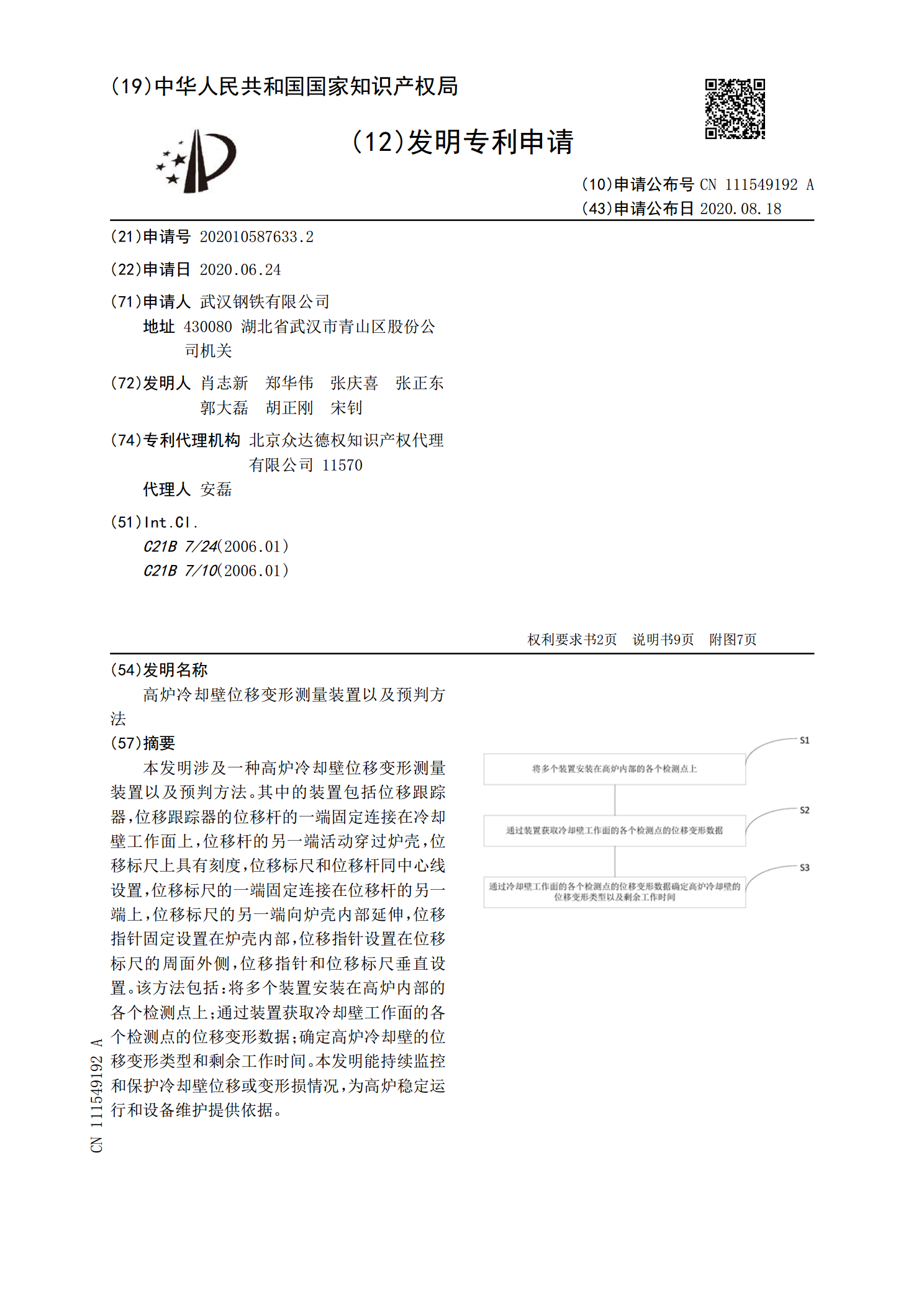
本发明涉及一种高炉冷却壁位移变形测量装置以及预判方法。其中的装置包括位移跟踪器,位移跟踪器的位移杆的一端固定连接在冷却壁工作面上,位移杆的另一端活动穿过炉壳,位移标尺上具有刻度,位移标尺和位移杆同中心线设置,位移标尺的一端固定连接在位移杆的另一端上,位移标尺的另一端向炉壳内部延伸,位移指针固定设置在炉壳内部,位移指针设置在位移标尺的周面外侧,位移指针和位移标尺垂直设置。该方法包括:将多个装置安装在高炉内部的各个检测点上;通过装置获取冷却壁工作面的各个检测点的位移变形数据;确定高炉冷却壁的位移变形类型和剩余

多圈角位移测量装置及其测量多圈角位移的方法.pdf
本发明提供一种多圈角位移测量装置,包括齿轮组合,齿轮组合包括第一齿轮以及第二齿轮,第一齿轮的齿数为1,第二齿轮的齿数N1,N1大于等于2,第一齿轮包括第一主齿,第一主齿与第二齿轮相互啮合,或者第一主齿在垂直第一齿轮的轴线方向设有第一延伸齿,第一延伸齿与第二齿轮相互啮合,所述第一齿轮转动N1圈时,所述第二齿轮转动1圈。本发明的多圈角位移测量装置结构简单,误差小,精确度高。本发明还提供了一种测量多圈角位移的方法,应用本发明的测量多圈角位移的方法,具有以下优点:(1)结构简单,方便现场进行调试;(2)多圈角位移

测量方法以及测量装置.pdf
本发明的测量方法以及测量装置的特征在于,测量部(301)对基准轮胎反复执行获取一条线的测量数据的测量处理,从而获取多条线的测量数据。第一获取部(311)根据由测量部(301)测量出的多个测量数据中的各个测量数据来生成一条线的高度数据,将生成的多个一维高度数据排列为矩阵状,生成测量面的二维高度数据,并且生成基准形状数据。第二获取部(314)根据相对于对象轮胎而由测量部(301)测量出的一条线的形状数据来获取对象一维高度数据。去除部(315)比较对象一维高度数据和副扫描方向的位置与对象一维高度数据相同的基准形