
锦纶6DTY变纤纱的生产工艺.pdf

英哲****公主

1/4

2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

锦纶6DTY变纤纱的生产工艺.pdf
一种锦纶6DTY变纤纱的生产工艺,操作方法:将纱线依次经过原丝架、第一罗拉、切丝器、止捻器,再经过热箱热媒加热,冷却板空气冷却,假捻器,张力检测装置,第一罗拉,网络器,第二罗拉,探丝器,上油罗拉,卷绕,即得锦纶6DTY变纤纱;第二罗拉的轴向表面包括交替排布的复数个第一区间和复数个第二区间,第一区间和第二区间的轴向长度均为5μm,且第二区间的径向直径比第一区间的径向直径小0.5μm;当纱线在第一区间运动时,其拉伸比为1.2;当纱线运动到第二区间时,其拉伸比为1.1。本发明生产出一种具有纤度均匀变化的纱线,用

锦纶6DTY斑马纱的生产工艺.pdf
本发明提供了一种锦纶6DTY斑马纱的生产工艺,其操作方法:将锦纶本白丝和黑色丝两股纱线安装在相邻锭位上,两股纱线中一股为S捻,另一股为Z捻;将两股纱线依次经过原丝架到第一罗拉、切丝器、止捻器,再经过热箱热媒加热,冷却板空气冷却,假捻器、张力检测装置、第二罗拉;然后经过并丝轮,将黑色丝与本白丝合股;接着经过网络喷嘴以增加网络度,第二罗拉,探丝器,上油罗拉,卷绕即得到锦纶6DTY斑马纱。本发明能生产出一种具有白色与彩色间隔显示的纱线,用其生产的布样织成衣服后具有规律的色彩效果。
一种锦纶6DTY竹节纱的生产方法.pdf
本发明提供一种锦纶6DTY竹节纱的生产方法,包括:采用POY纱线依次经过加弹设备中的原丝架、第一罗拉、止捻器、变形热箱、冷却板、假捻器和第二罗拉得到拉伸倍数为1.1的丝条;之后再经过定型热箱、吸丝器、油辊和卷绕头得到锦纶6DTY竹节丝;其中,所述变形热箱的温度范围为180℃~200℃,所述定型温度范围为190℃~230℃,所述假捻器的摩擦盘的表面速度与丝条离开假捻器的速度之比控制在1.6‑1.9。本发明利用原有的加弹设备进行工艺上的改进可得到优质竹节纱。
抗菌锦纶纱生产装置.pdf
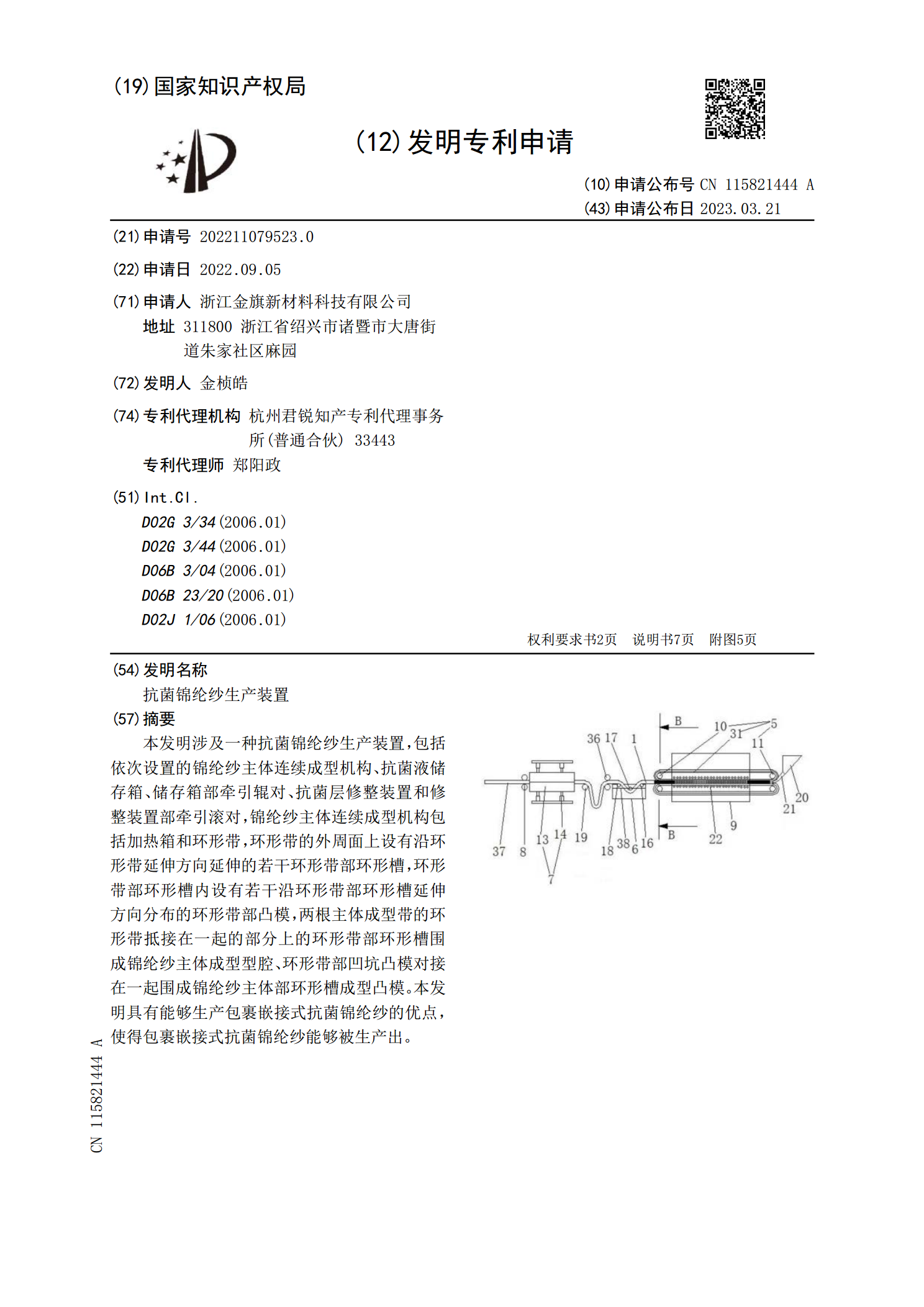
本发明涉及一种抗菌锦纶纱生产装置,包括依次设置的锦纶纱主体连续成型机构、抗菌液储存箱、储存箱部牵引辊对、抗菌层修整装置和修整装置部牵引滚对,锦纶纱主体连续成型机构包括加热箱和环形带,环形带的外周面上设有沿环形带延伸方向延伸的若干环形带部环形槽,环形带部环形槽内设有若干沿环形带部环形槽延伸方向分布的环形带部凸模,两根主体成型带的环形带抵接在一起的部分上的环形带部环形槽围成锦纶纱主体成型型腔、环形带部凹坑凸模对接在一起围成锦纶纱主体部环形槽成型凸模。本发明具有能够生产包裹嵌接式抗菌锦纶纱的优点,使得包裹嵌接式
短纤纱和低弹网络长丝的异支复合加捻纱及其生产工艺.pdf
一种短纤纱和低弹网络长丝的异支复合加捻纱及其生产工艺,用于纺织生产技术领域。短纤纱由棉和汉麻混纺制成,支数为20