
PCBA制程介绍XXXX.ppt

飞舟****文章

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共61页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
PCBA制程介绍XXXX.ppt
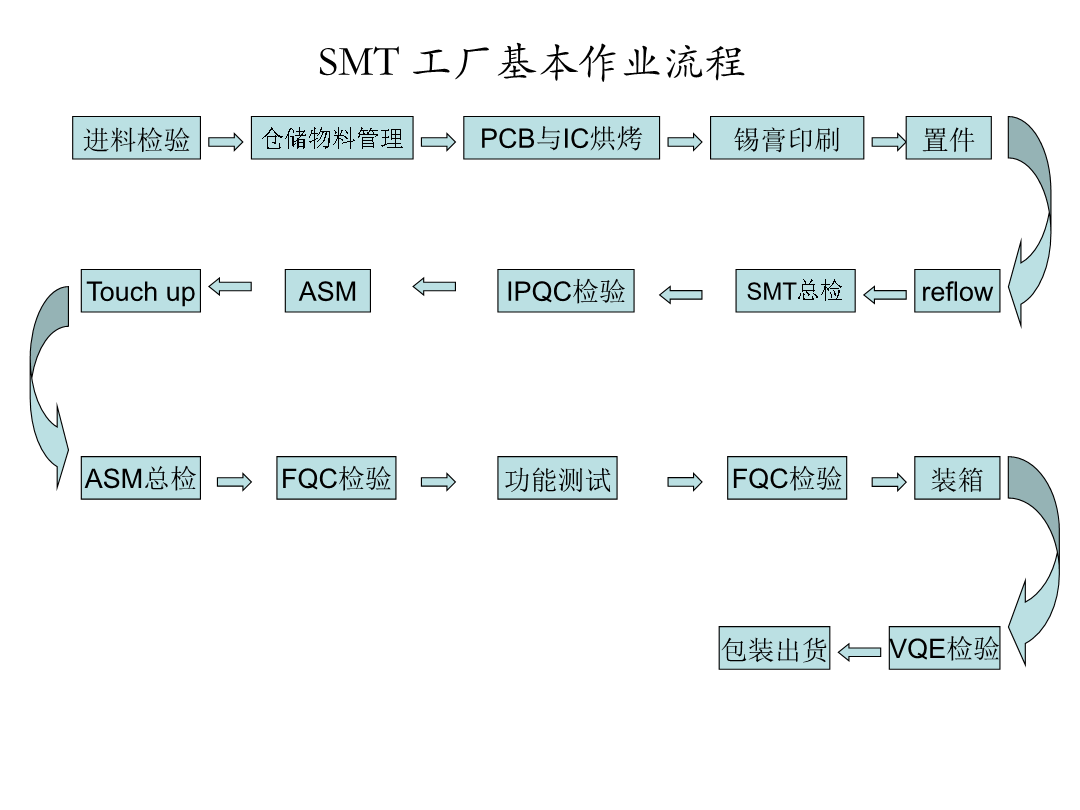
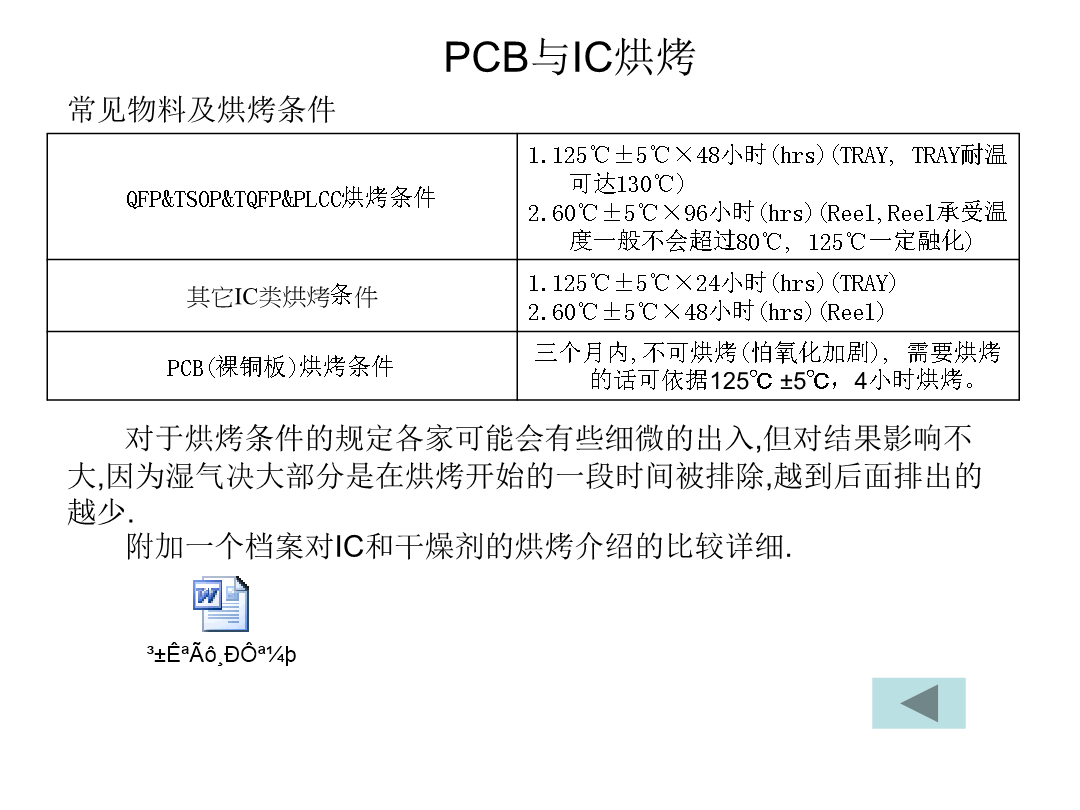
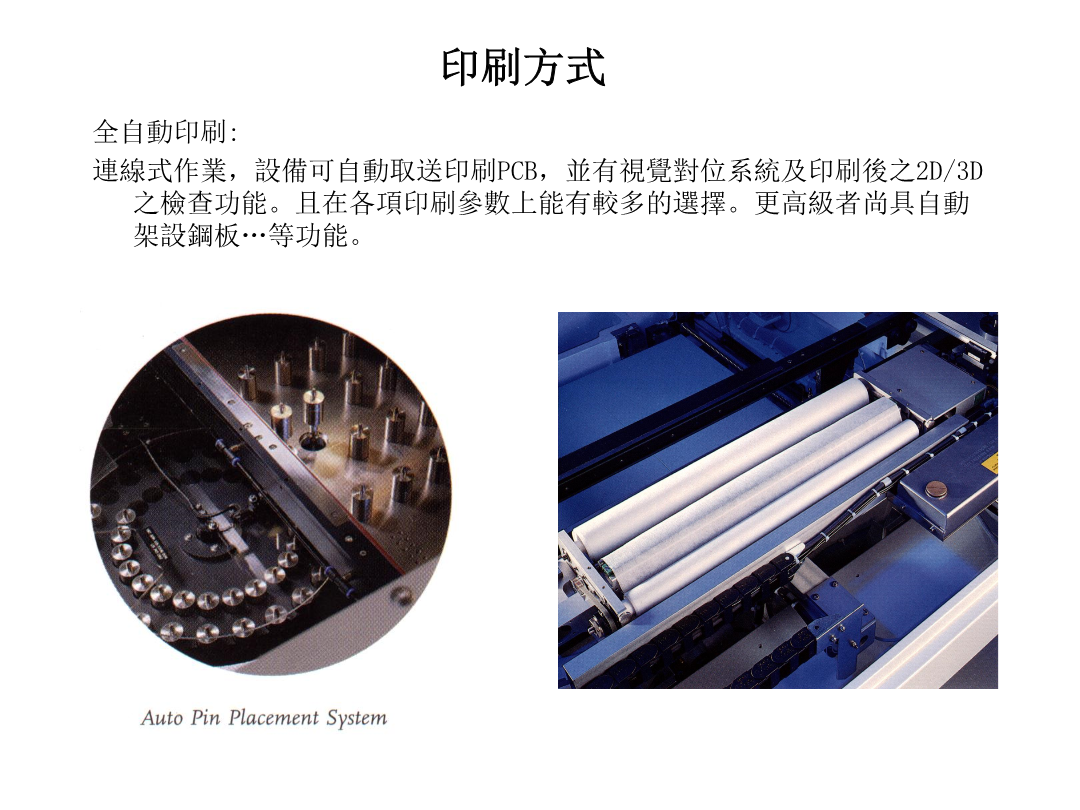
SMT工厂基本作业流程进料检验仓储物料管理-1仓储物料管理-2PCB与IC烘烤锡膏印刷印刷材料之錫膏印刷材料之膠材选择及使用刮刀的几个要素印刷方式印刷原理示意图印刷参数印刷参数3.印刷角度(Attackangle):角度大小将决定流入网/钢板开口之压力及锡膏量。4.间隙(Snap-off):对网板而言需要一固定的间隙使其回弹之力量将印刷材料留置于基板上。但以钢板而言则越平贴越好以免厚度及印刷量上失去控制。印刷作业的几个检验重点印刷作业的几个检验重点印刷作业的几个检验重点印刷作業的幾個檢驗重點零件取
PCBA制程介绍XXXX.ppt
SMT工厂基本作业流程进料检验仓储物料管理-1仓储物料管理-2PCB与IC烘烤锡膏印刷印刷材料之錫膏印刷材料之膠材选择及使用刮刀的几个要素印刷方式印刷原理示意图印刷参数印刷参数3.印刷角度(Attackangle):角度大小将决定流入网/钢板开口之压力及锡膏量。4.间隙(Snap-off):对网板而言需要一固定的间隙使其回弹之力量将印刷材料留置于基板上。但以钢板而言则越平贴越好以免厚度及印刷量上失去控制。印刷作业的几个检验重点印刷作业的几个检验重点印刷作业的几个检验重点印刷作業的幾個檢驗重點零件取

PCBA制程介绍XXXX.pptx
SMT工厂基本作业流程进料检验仓储物料管理-1仓储物料管理-2PCB与IC烘烤锡膏印刷印刷材料之錫膏印刷材料之膠材选择及使用刮刀的几个要素印刷方式印刷原理示意图印刷参数印刷参数3.印刷角度(Attackangle):角度大小将决定流入网/钢板开口之压力及锡膏量。4.间隙(Snap-off):对网板而言需要一固定的间隙使其回弹之力量将印刷材料留置于基板上。但以钢板而言则越平贴越好以免厚度及印刷量上失去控制。印刷作业的几个检验重点印刷作业的几个检验重点印刷作业的几个检验重点印刷作業的幾個檢驗重點零件取
PCBA制程介绍XXXX.pptx
SMT工厂基本作业流程进料检验仓储物料管理-1仓储物料管理-2PCB与IC烘烤锡膏印刷印刷材料之錫膏印刷材料之膠材选择及使用刮刀的几个要素印刷方式印刷原理示意图印刷参数印刷参数3.印刷角度(Attackangle):角度大小将决定流入网/钢板开口之压力及锡膏量。4.间隙(Snap-off):对网板而言需要一固定的间隙使其回弹之力量将印刷材料留置于基板上。但以钢板而言则越平贴越好以免厚度及印刷量上失去控制。印刷作业的几个检验重点印刷作业的几个检验重点印刷作业的几个检验重点印刷作業的幾個檢驗重點零件取

PCBA制程介绍.ppt
PCBA制程介绍---质检部PCBA点红胶制程印刷锡膏制程双面锡膏制程一面锡膏一面红胶制程单面红胶制程双面锡膏制程一面锡膏一面红胶制程单面红胶制程单面红胶制程锡膏介绍钢网模板回流焊接曲线波峰焊制程波峰焊示意图波峰焊波峰焊助焊剂超声波清洗简介超声波清洗工艺超声波清洗原理超声清洗流程DFM---常见问题之一DFM---常见问题之二DFM---常见问题之三---PCB工艺边DFM---常见问题之四---元件布置DFM---常见问题之五---阴影效应示例1示例2示例3---9200电源板GAMEOV