
便携式数控切割机培训课件.pptx

莉娜****ua

1/10

2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共58页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

便携式数控切割机培训课件.pptx
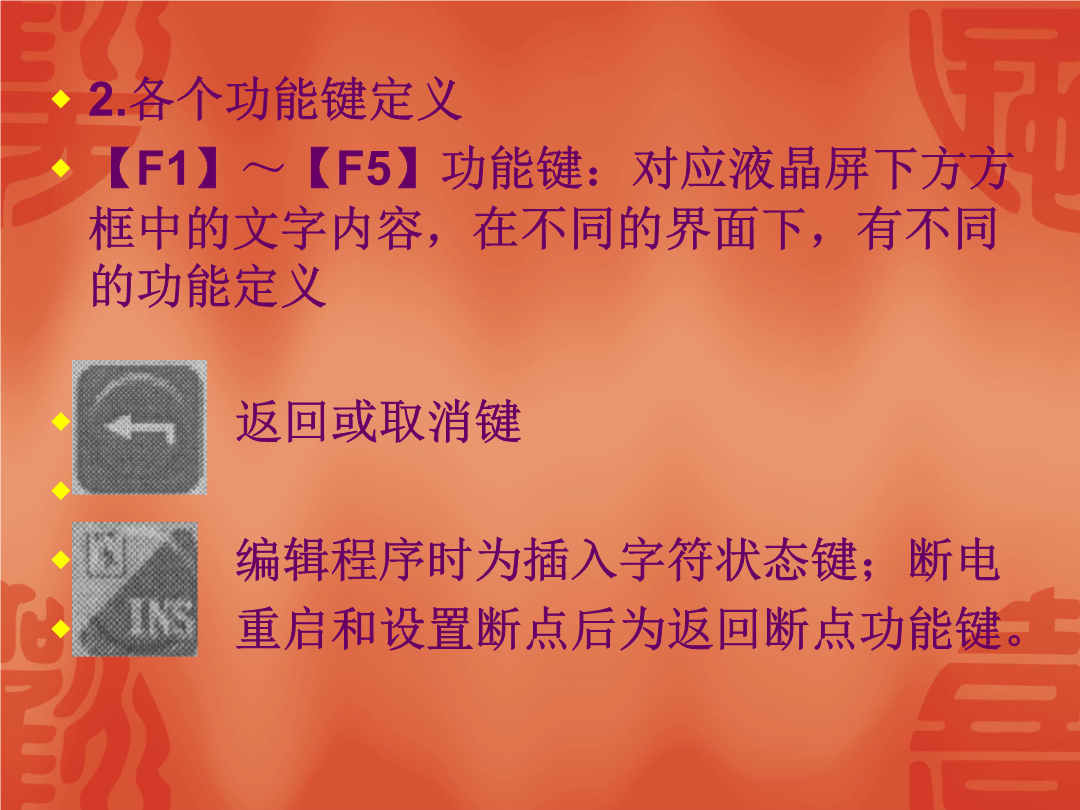
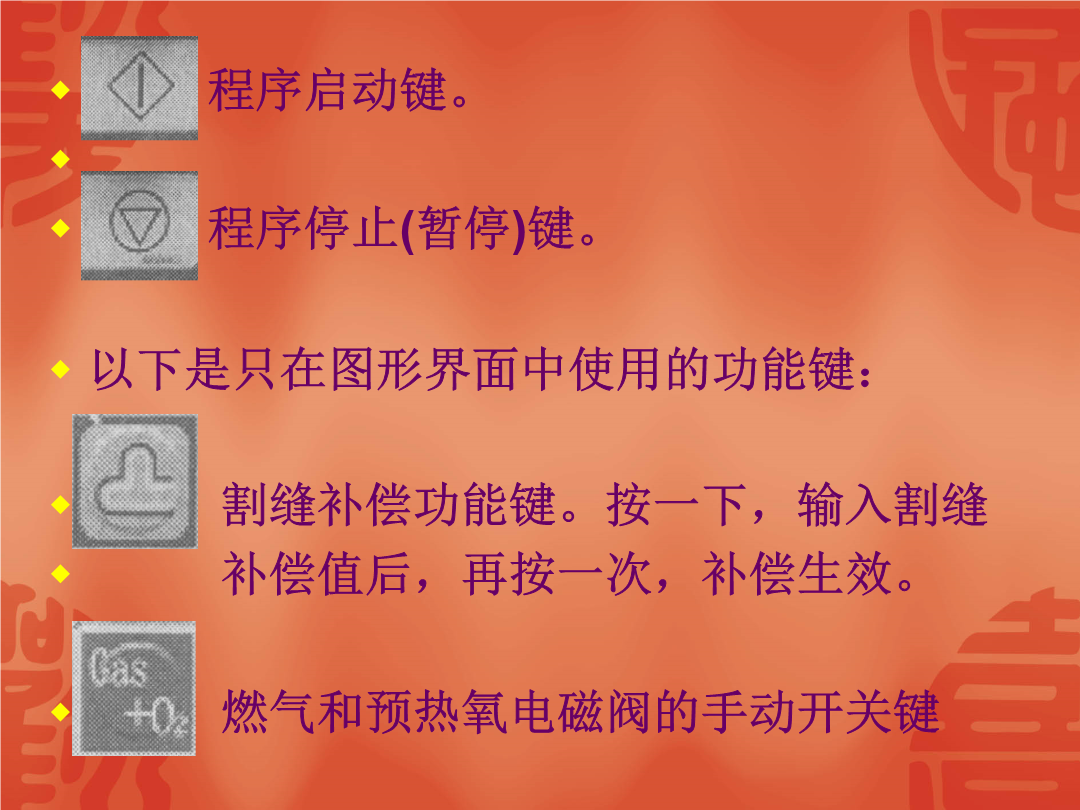
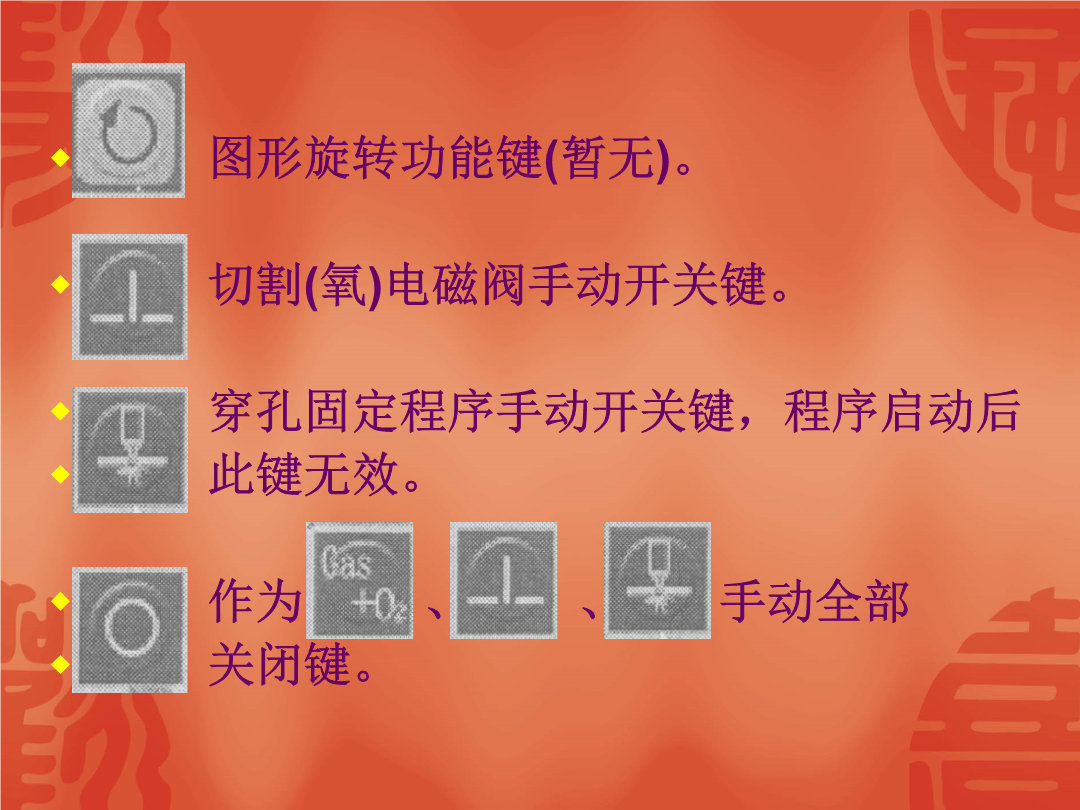
便携式数控切割机1.面板样式2.各个功能键定义【F1】~【F5】功能键:对应液晶屏下方方框中的文字内容在不同的界面下有不同的功能定义返回或取消键编辑程序时为插入字符状态键;断电重启和设置断点后为返回断点功能键。编辑程序时为当前字符删除键;暂停切割时为设置中断键【PgUp/S↑】读U盘和编程时为上翻页键;其他时为割炬上升键按下上升抬起停止。【PgDn/S↓】读U盘和
便携式数控切割机培训课件.pptx
便携式数控切割机1.面板样式2.各个功能键定义【F1】~【F5】功能键:对应液晶屏下方方框中的文字内容在不同的界面下有不同的功能定义返回或取消键编辑程序时为插入字符状态键;断电重启和设置断点后为返回断点功能键。编辑程序时为当前字符删除键;暂停切割时为设置中断键【PgUp/S↑】读U盘和编程时为上翻页键;其他时为割炬上升键按下上升抬起停止。【PgDn/S↓】读U盘和

便携式数控切割机简介.ppt
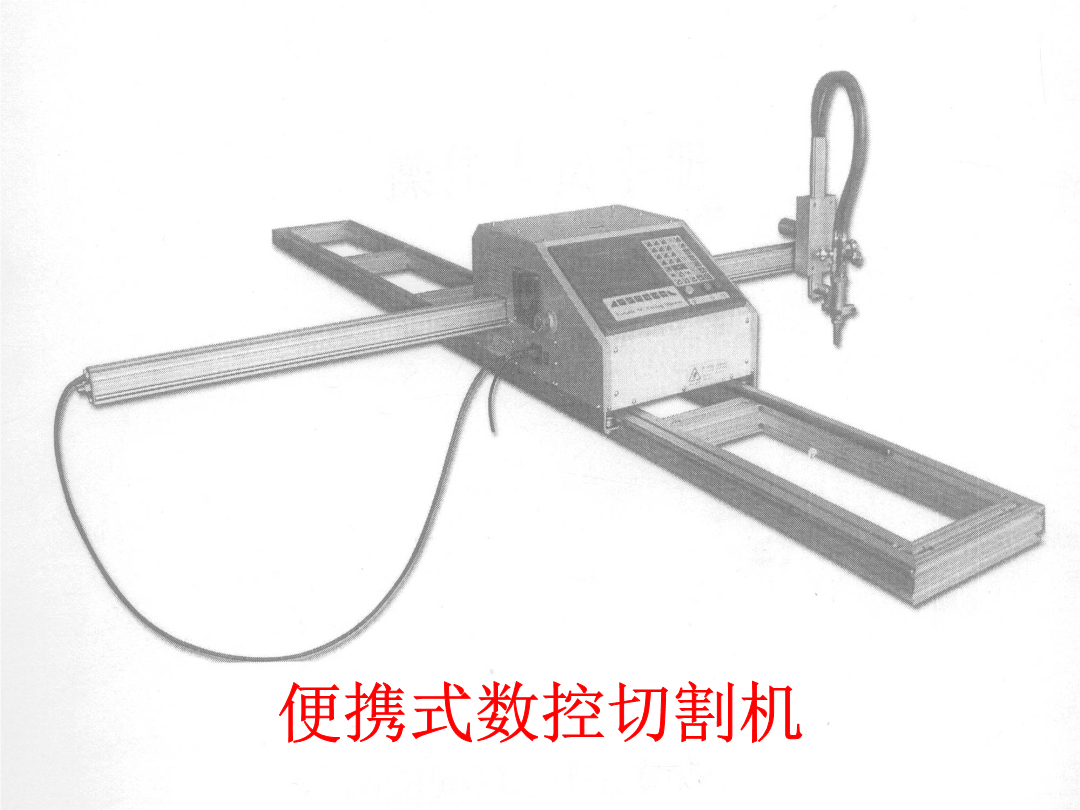
便携式数控切割机简介1.产品概述:凯尔达便携式数控火焰等离子切割机与大型龙门数控切割机一样,可以切割由直线和圆孤构成的任意平面形状零件,图形动静态显示,直观易学,可直接在机器上编程,也可在电脑上绘制或利用现成的CAD文件通过随机附赠的套料软件直接转换为G代码程序文件,通过U盘传输到机器里,实现切割。其价格经济合理、操作维护方便;结构合理,体积小,重量轻;移动便利,运行平稳、切割精度高,是一种高效节能型切割设备。2.适用范围:广泛适用于造船,工程机械,矿山机械,压力容器,汽车,桥梁,化工机械,空间钢结构等制

一种便携式数控切割机.pdf
本发明涉及一种便携式数控切割机,包括Y轴导轨和与Y轴导轨滑动连接的操作控制器以及穿过操作控制器并与操作控制器滑动连接的X轴导轨,X轴导轨端部设置有切割装置和与切割装置相连通的外接气路,X轴导轨和切割装置通过操作控制器控制。本发明的一种便携式数控切割机,采用了大壁厚的铝型材,使设备机械刚性与机械重量达到了完美结合;使用高细分驱动器,噪声小、共振区小,使设备的运行更加平稳;采用了开关电源,使用可靠,经久耐用;采用继电器和气管,使设备的安全性在行业内处于领先地位;采用高精度齿轮齿条,配合高精度导轨、高细分驱动器

SHD-3-3便携式数控切割机.pptx
四海时代数控科技有限公司23产品特点:1.液晶显示器有断电保护、记忆功能;2.采用32位高性能CPU运用实时多任务控制技术和高速插补技术;3.整机工艺结构合理配合全光耦隔离控制超强的等离子抗干扰能力;4.行走部分采用无间隙齿轮、齿条传动电机驱动采用步进驱动技术;5.地板采用优质方管和偏钢焊接并经加工形成高精度基准面防锈耐磨;6.横梁采用特制铝合金工业型材重量轻不变形;7.强大的程序储存空间可以同时存7个任意图形满足各种复杂程序的运行加工;8.加工过程中可以随时更改程序方便快捷;9.友好的界面中文汉显随机提