
粉末涂敷设备及控制粉末涂敷设备的方法.pdf

睿达****的的


1/10

2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共48页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
粉末涂敷设备及控制粉末涂敷设备的方法.pdf
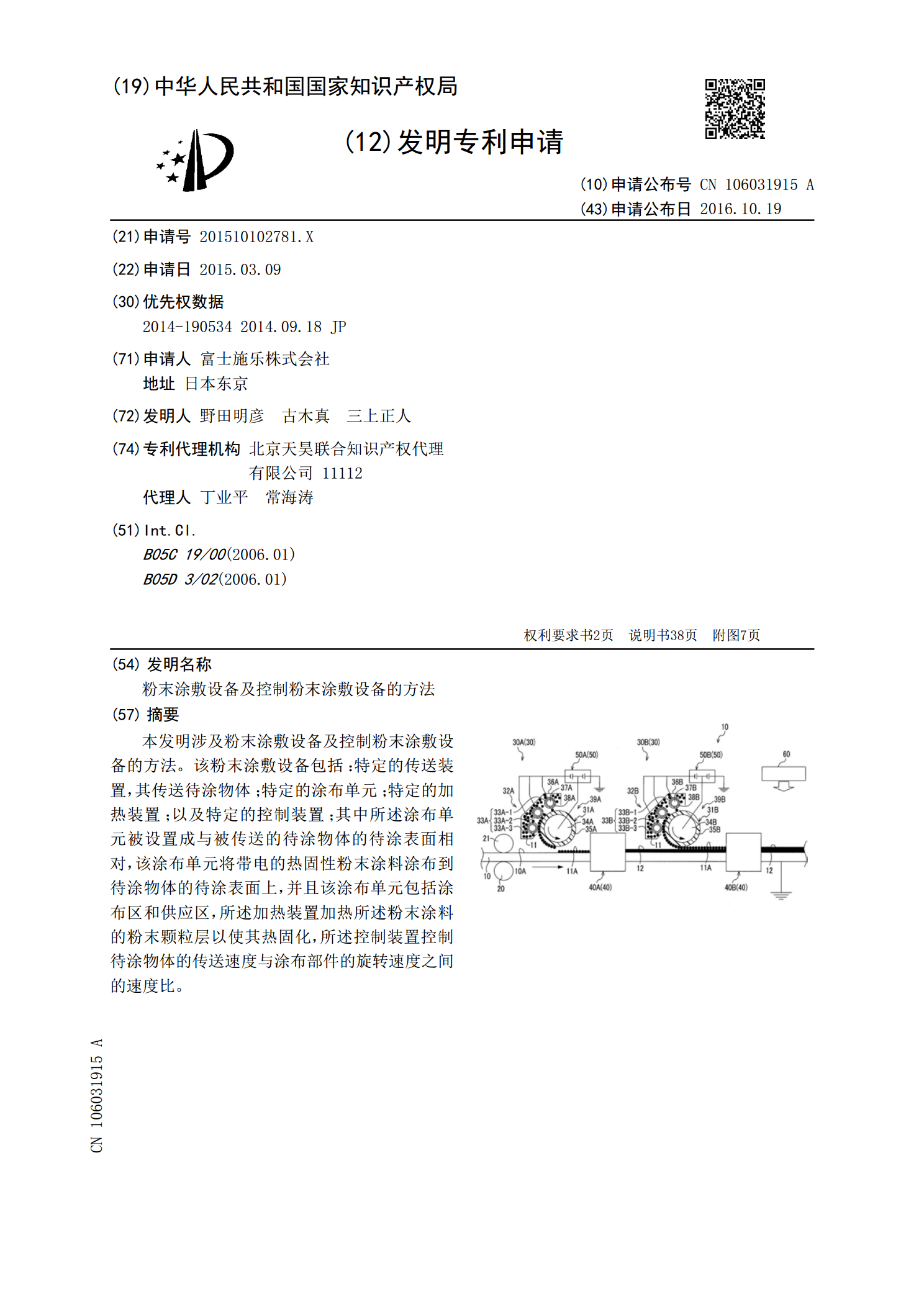
本发明涉及粉末涂敷设备及控制粉末涂敷设备的方法。该粉末涂敷设备包括:特定的传送装置,其传送待涂物体;特定的涂布单元;特定的加热装置;以及特定的控制装置;其中所述涂布单元被设置成与被传送的待涂物体的待涂表面相对,该涂布单元将带电的热固性粉末涂料涂布到待涂物体的待涂表面上,并且该涂布单元包括涂布区和供应区,所述加热装置加热所述粉末涂料的粉末颗粒层以使其热固化,所述控制装置控制待涂物体的传送速度与涂布部件的旋转速度之间的速度比。
粉末涂敷设备.pdf
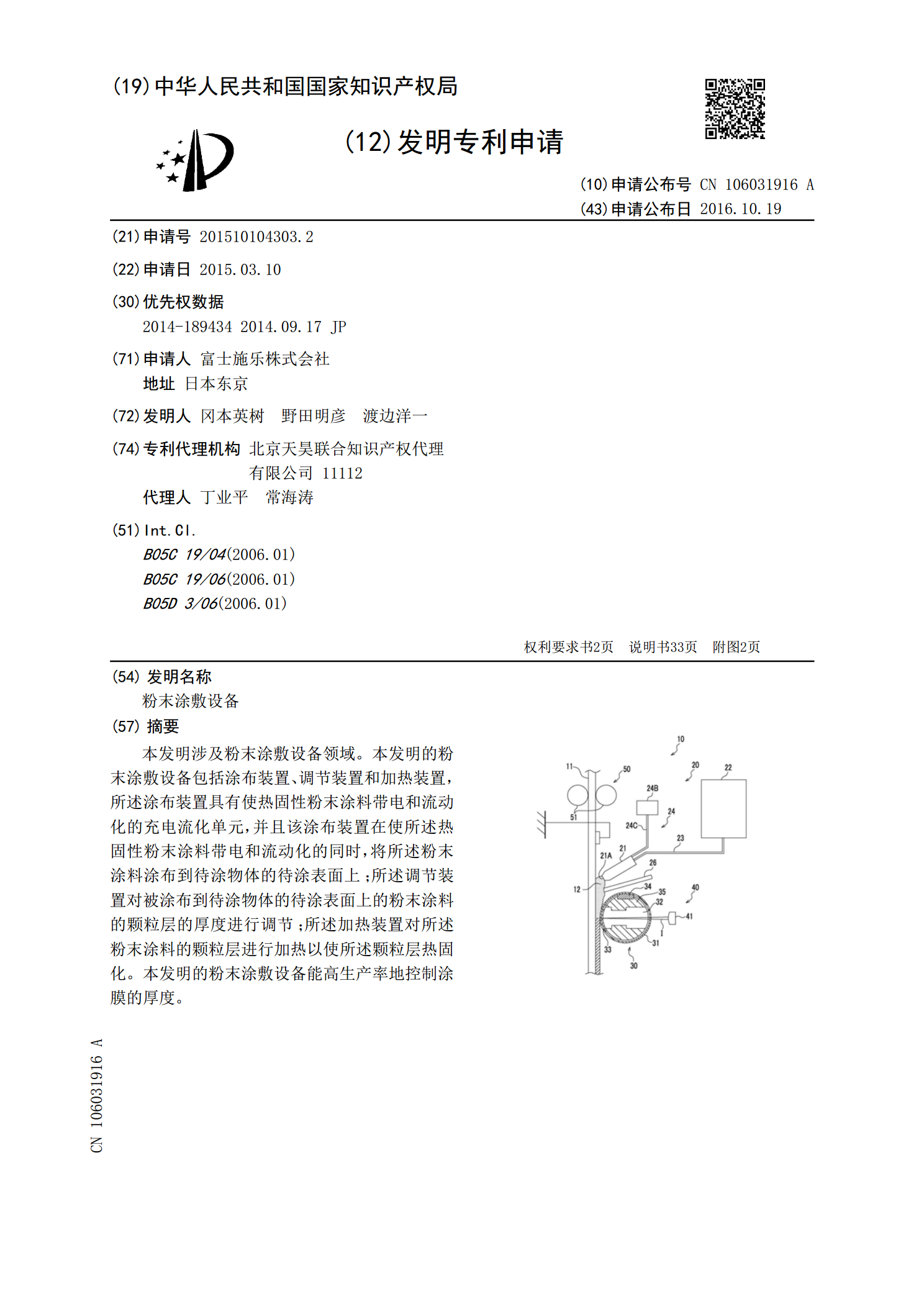
本发明涉及粉末涂敷设备领域。本发明的粉末涂敷设备包括涂布装置、调节装置和加热装置,所述涂布装置具有使热固性粉末涂料带电和流动化的充电流化单元,并且该涂布装置在使所述热固性粉末涂料带电和流动化的同时,将所述粉末涂料涂布到待涂物体的待涂表面上;所述调节装置对被涂布到待涂物体的待涂表面上的粉末涂料的颗粒层的厚度进行调节;所述加热装置对所述粉末涂料的颗粒层进行加热以使所述颗粒层热固化。本发明的粉末涂敷设备能高生产率地控制涂膜的厚度。

粉末涂敷设备.pdf
一种粉末涂敷设备,其包括:传送装置,其传送待涂物体;涂布单元,其被设置成与被传送的待涂物体的待涂表面相对,并将带电的热固性粉末涂料涂布到待涂物体的待涂表面上,其中所述涂布单元包括涂布区和供应区,所述涂布区包括筒状或柱状的涂布部件,其被设置为与待涂物体的待涂表面分开,所述供应区包括筒状或柱状的供应部件,其将所述粉末涂料供应到所述涂布部件的表面上;电压施加装置;和加热装置。
静电粉末涂敷方法和粉末涂料.pdf
本发明提供一种静电粉末涂敷方法和粉末涂料,所述方法包括:喷涂包含粉末颗粒的带电粉末涂料,从而使所述粉末涂料静电附着到被涂物上,所述粉末颗粒包含热固性树脂和热固化剂,并且其平均圆度为0.940至0.950;以及将静电附着到被涂物上的粉末涂料加热,由此形成涂膜,其中静电附着到被涂物上的粉末涂料中的所述粉末颗粒的平均圆度Sc与喷涂前的所述粉末涂料中的所述粉末颗粒的平均圆度So满足表达式:So×0.90≤Sc≤So×1.05的关系。
静电粉末涂敷方法和粉末涂料.pdf
本发明涉及一种静电粉末涂敷方法及粉末涂料,所述方法包括:喷涂包含粉末颗粒的带电粉末涂料,从而使所述粉末涂料静电附着到被涂物上,所述粉末颗粒含有热固性树脂和热固化剂;以及将静电附着到被涂物上的粉末涂料加热,由此形成涂膜,其中静电附着到被涂物上的粉末涂料的所述粉末颗粒的体积平均粒径Dc与喷涂前所述粉末涂料的所述粉末颗粒的体积平均粒径Do满足下列表达关系式:Do×0.80≤Dc≤Do×1.20。本发明的静电粉末涂敷方法抑制了当回收的未附着到被涂物的粉末涂料再利用时,涂膜平滑性的改变。