
一种圆形零件深拉伸工装固定工艺.pdf

永梅****33


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种圆形零件深拉伸工装固定工艺.pdf
本发明公开了一种圆形零件深拉伸工装固定工艺,包括以下步骤:S1:将待加工的圆形零件的对称位置开出固定缺口;S2:将待加工的圆形零件放置到工作台的中部,在圆形零件的两侧设置固定柱,并且固定柱的内侧对应固定缺口设置有固定角相;本发明通过合理的结构设计,通过固定角相和固定缺口的配合作用固定圆形零件,使圆形零件在冲压过程中不会因为圆形零件本身的形状而出现晃动,避免圆形零件出现冲压质量不良的问题,很大程度上提高了圆形零件的冲压品质,降低圆形零件的加工次品率,提高圆形零件的冲压效率,并且本发明的前期投入较少,很大程度
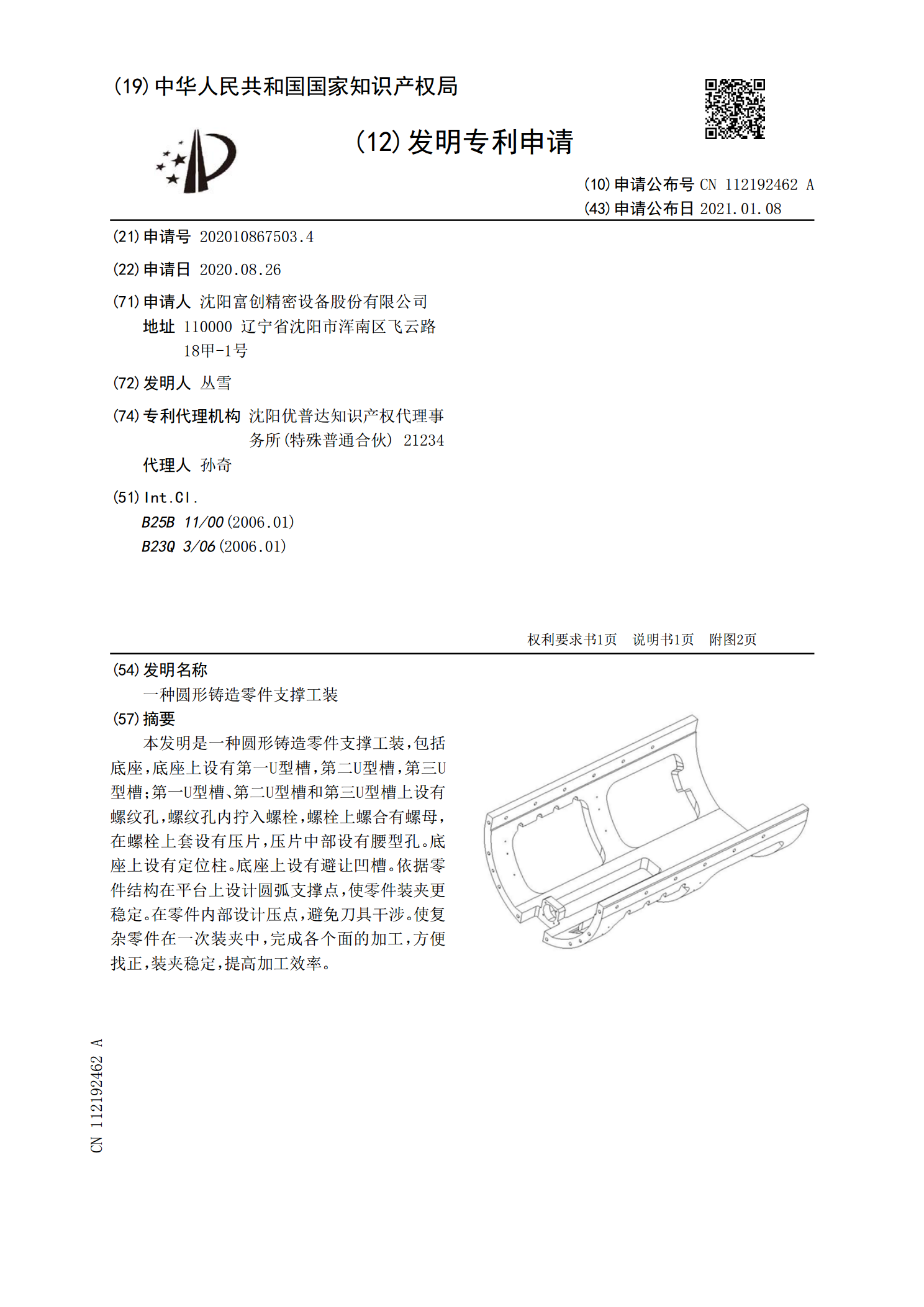
一种圆形铸造零件支撑工装.pdf
本发明是一种圆形铸造零件支撑工装,包括底座,底座上设有第一U型槽,第二U型槽,第三U型槽;第一U型槽、第二U型槽和第三U型槽上设有螺纹孔,螺纹孔内拧入螺栓,螺栓上螺合有螺母,在螺栓上套设有压片,压片中部设有腰型孔。底座上设有定位柱。底座上设有避让凹槽。依据零件结构在平台上设计圆弧支撑点,使零件装夹更稳定。在零件内部设计压点,避免刀具干涉。使复杂零件在一次装夹中,完成各个面的加工,方便找正,装夹稳定,提高加工效率。

一种零件固定工装.pdf
本发明公开了一种零件固定工装,包括底座和多组压力部件,所述压力部件包括第二立柱、压板,所述第二立柱固定连接所述底座并套接所述压板,所述第二立柱螺接旋臂,通过旋动所述旋臂向所述压板施压,使所述压板压紧所述齿轮。不仅可以固定齿轮,而且可以增加设备的使用寿命以及保证产品质量。
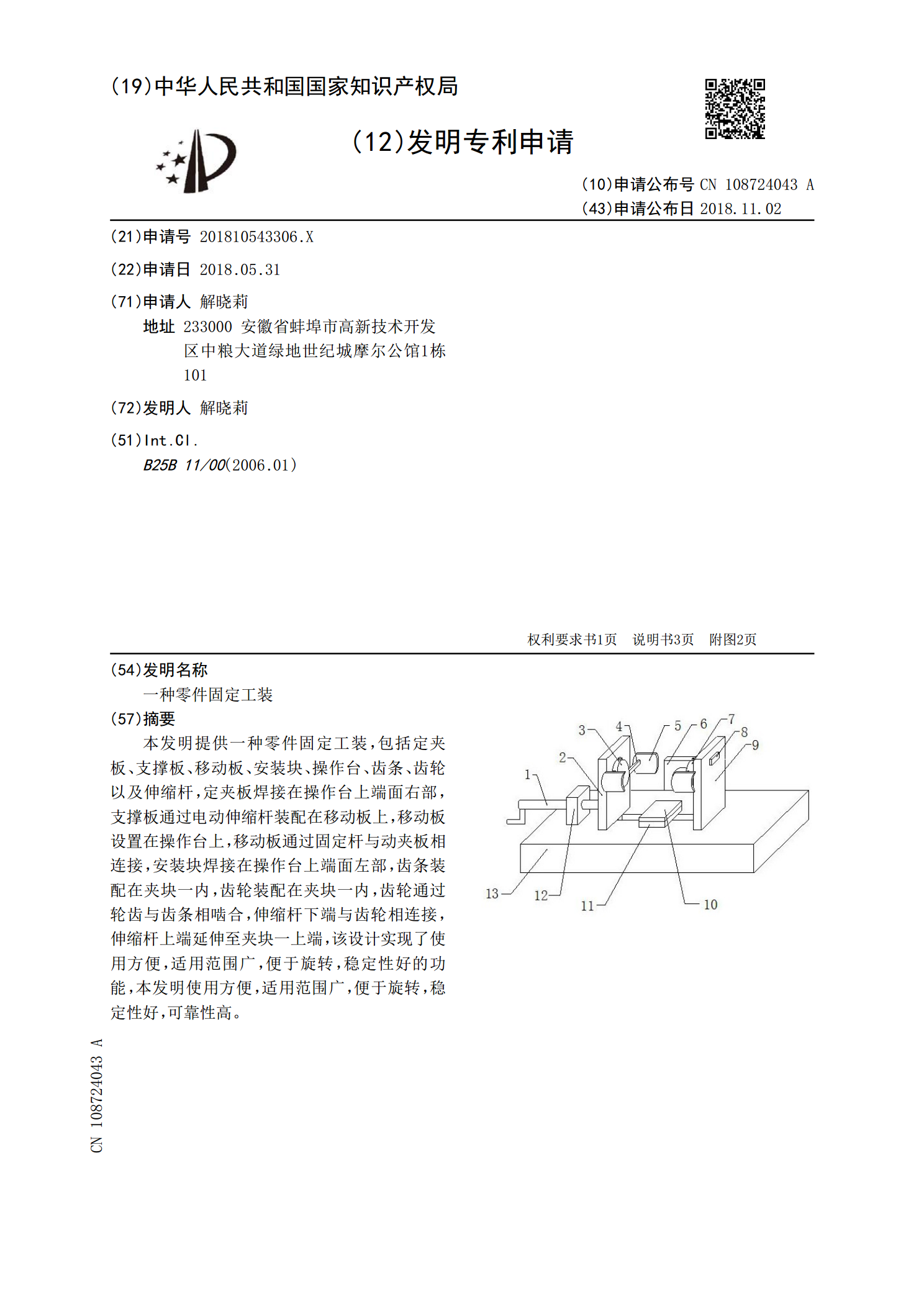
一种零件固定工装.pdf
本发明提供一种零件固定工装,包括定夹板、支撑板、移动板、安装块、操作台、齿条、齿轮以及伸缩杆,定夹板焊接在操作台上端面右部,支撑板通过电动伸缩杆装配在移动板上,移动板设置在操作台上,移动板通过固定杆与动夹板相连接,安装块焊接在操作台上端面左部,齿条装配在夹块一内,齿轮装配在夹块一内,齿轮通过轮齿与齿条相啮合,伸缩杆下端与齿轮相连接,伸缩杆上端延伸至夹块一上端,该设计实现了使用方便,适用范围广,便于旋转,稳定性好的功能,本发明使用方便,适用范围广,便于旋转,稳定性好,可靠性高。
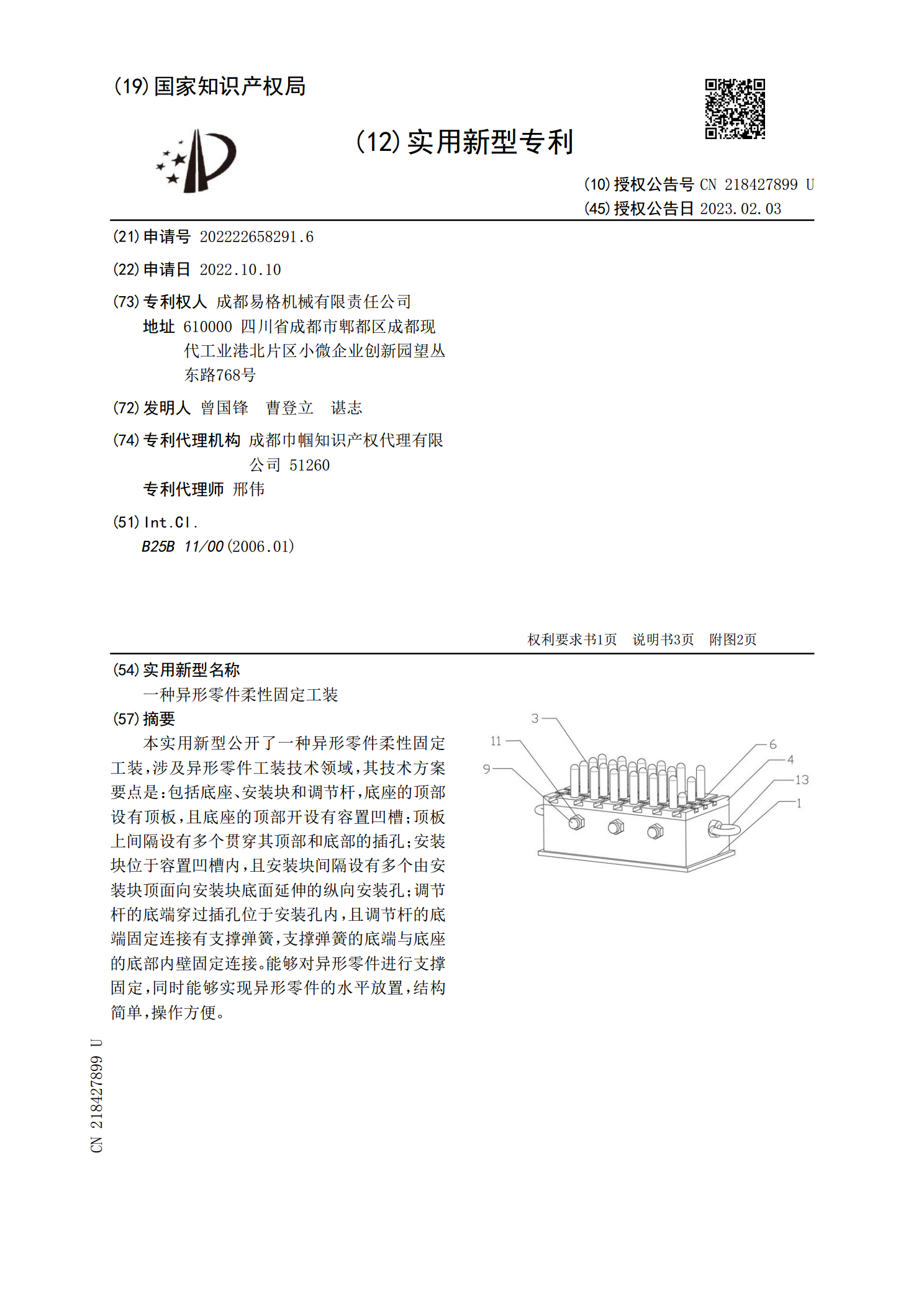
一种异形零件柔性固定工装.pdf
本实用新型公开了一种异形零件柔性固定工装,涉及异形零件工装技术领域,其技术方案要点是:包括底座、安装块和调节杆,底座的顶部设有顶板,且底座的顶部开设有容置凹槽;顶板上间隔设有多个贯穿其顶部和底部的插孔;安装块位于容置凹槽内,且安装块间隔设有多个由安装块顶面向安装块底面延伸的纵向安装孔;调节杆的底端穿过插孔位于安装孔内,且调节杆的底端固定连接有支撑弹簧,支撑弹簧的底端与底座的底部内壁固定连接。能够对异形零件进行支撑固定,同时能够实现异形零件的水平放置,结构简单,操作方便。