
镜片的装夹治具及装夹工艺.pdf

羽沫****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

镜片的装夹治具及装夹工艺.pdf
本发明公开了一种镜片装夹治具,其技术方案要点是工装夹具包括有用于供镜片毛胚安置的安装盘,该镜片毛胚的一端与安装盘的端面抵触贴合状态下,安装盘的端面与镜片毛胚的镜面之间形成有支撑腔,安装盘上贯穿设有浇注孔,浇注孔与支撑腔导通。还公开了一种镜片装夹治具的装夹工艺,包括有以下步骤:1)加工镜片毛胚,并且嵌入到工装夹具内;2)将支撑介质加热融化,并且往工装夹具的浇注孔注入;3)工装夹具冷却。无需根据各个不同曲率的镜片而配备相适配的装夹治具,在使用时仅需将支撑介质融化液灌入支撑腔内,待支撑介质冷却后即可产生不同规格
一种镜片装夹治具装置.pdf
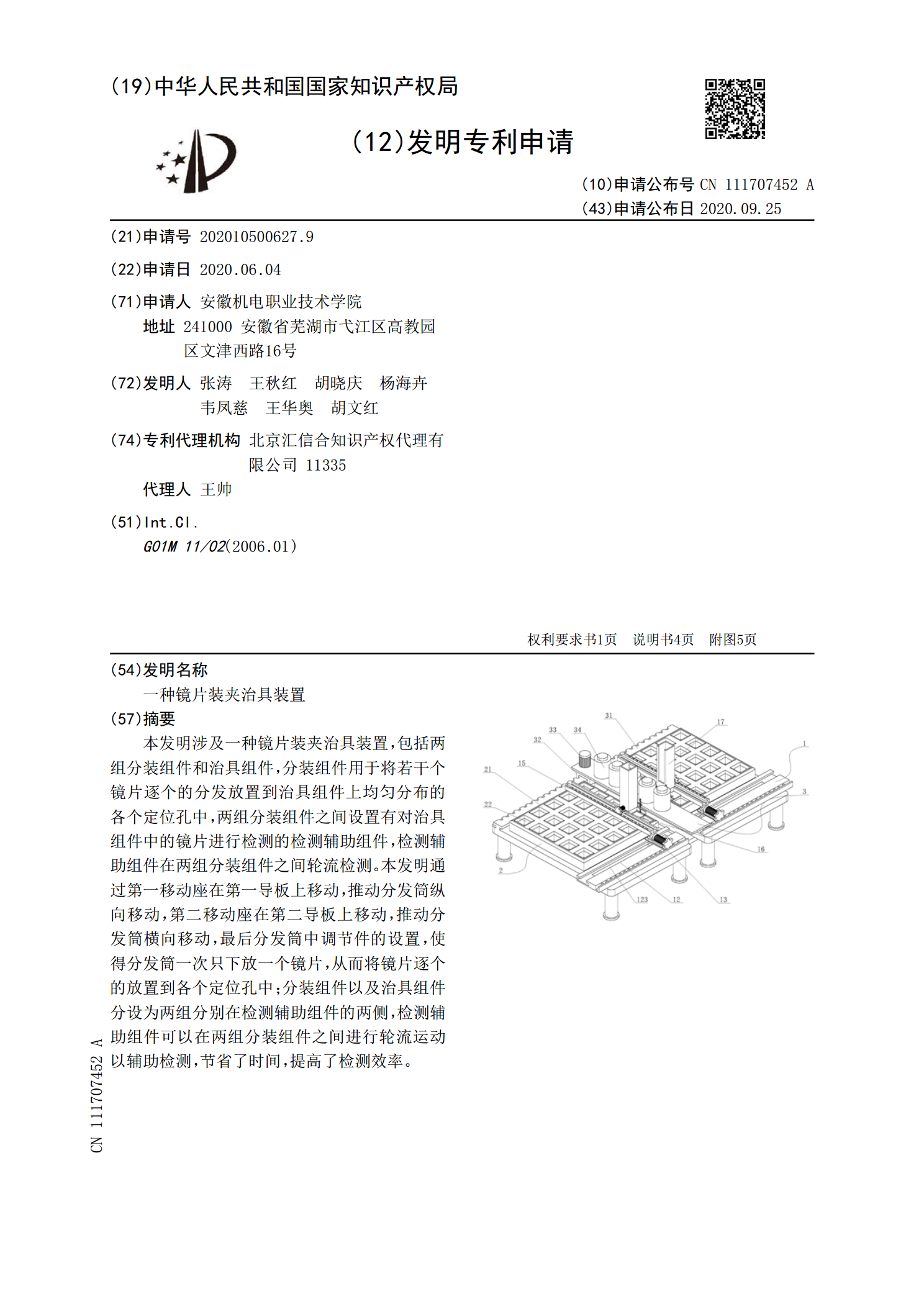
本发明涉及一种镜片装夹治具装置,包括两组分装组件和治具组件,分装组件用于将若干个镜片逐个的分发放置到治具组件上均匀分布的各个定位孔中,两组分装组件之间设置有对治具组件中的镜片进行检测的检测辅助组件,检测辅助组件在两组分装组件之间轮流检测。本发明通过第一移动座在第一导板上移动,推动分发筒纵向移动,第二移动座在第二导板上移动,推动分发筒横向移动,最后分发筒中调节件的设置,使得分发筒一次只下放一个镜片,从而将镜片逐个的放置到各个定位孔中;分装组件以及治具组件分设为两组分别在检测辅助组件的两侧,检测辅助组件可以在
钎焊装夹治具.pdf
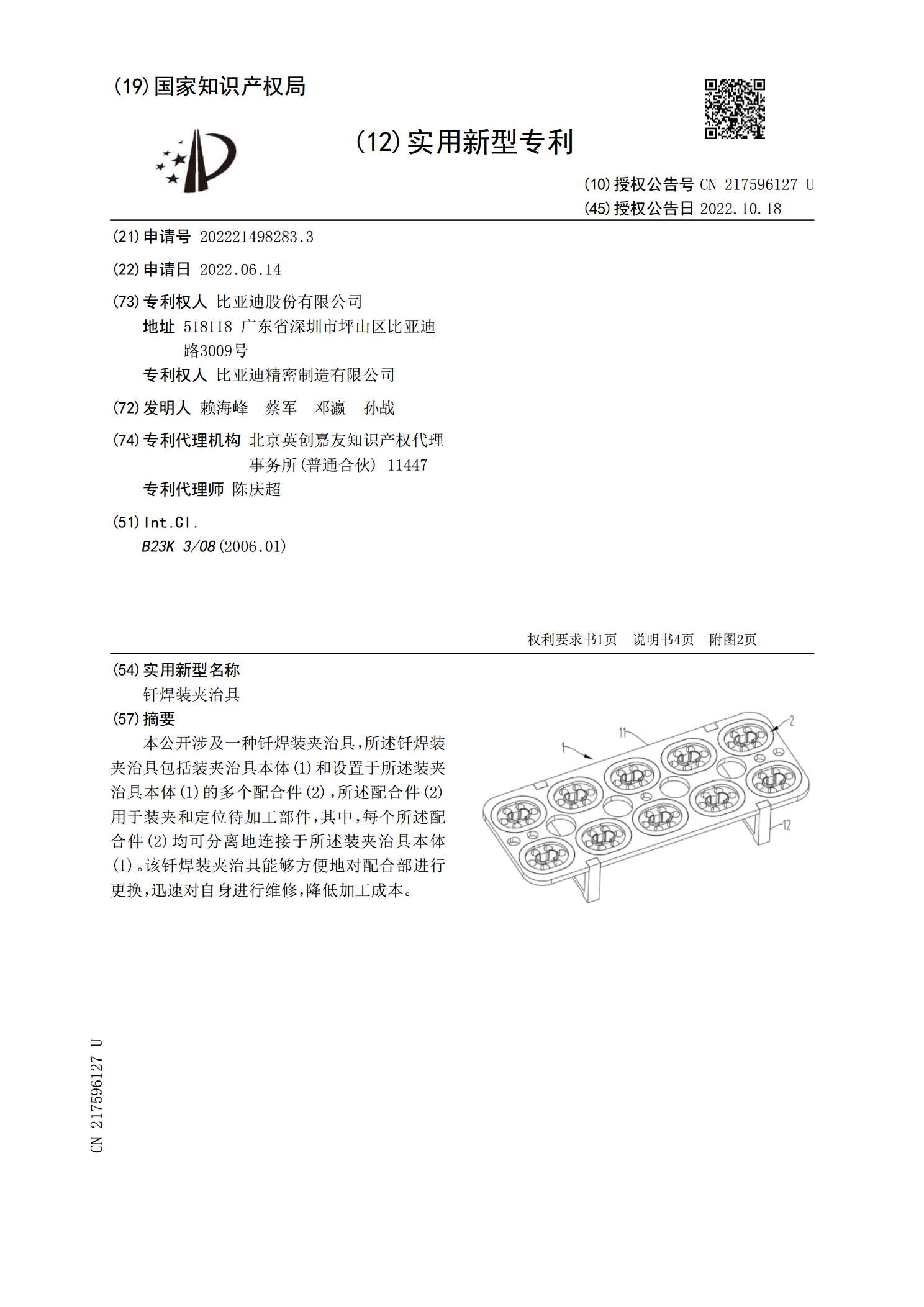
本公开涉及一种钎焊装夹治具,所述钎焊装夹治具包括装夹治具本体(1)和设置于所述装夹治具本体(1)的多个配合件(2),所述配合件(2)用于装夹和定位待加工部件,其中,每个所述配合件(2)均可分离地连接于所述装夹治具本体(1)。该钎焊装夹治具能够方便地对配合部进行更换,迅速对自身进行维修,降低加工成本。
板式工件的装夹治具.pdf
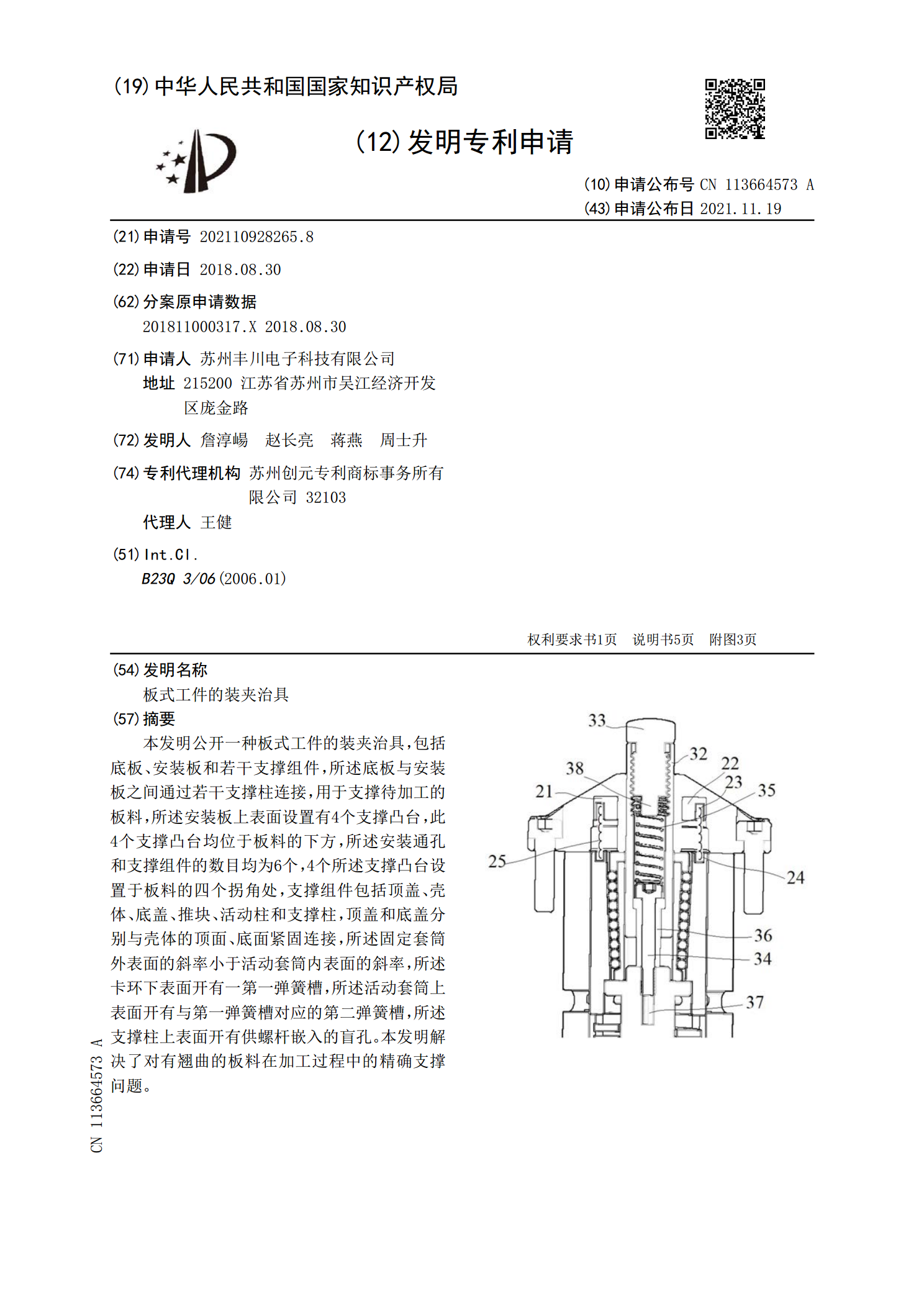
本发明公开一种板式工件的装夹治具,包括底板、安装板和若干支撑组件,所述底板与安装板之间通过若干支撑柱连接,用于支撑待加工的板料,所述安装板上表面设置有4个支撑凸台,此4个支撑凸台均位于板料的下方,所述安装通孔和支撑组件的数目均为6个,4个所述支撑凸台设置于板料的四个拐角处,支撑组件包括顶盖、壳体、底盖、推块、活动柱和支撑柱,顶盖和底盖分别与壳体的顶面、底面紧固连接,所述固定套筒外表面的斜率小于活动套筒内表面的斜率,所述卡环下表面开有一第一弹簧槽,所述活动套筒上表面开有与第一弹簧槽对应的第二弹簧槽,所述支撑
CNC加工用装夹治具.pdf
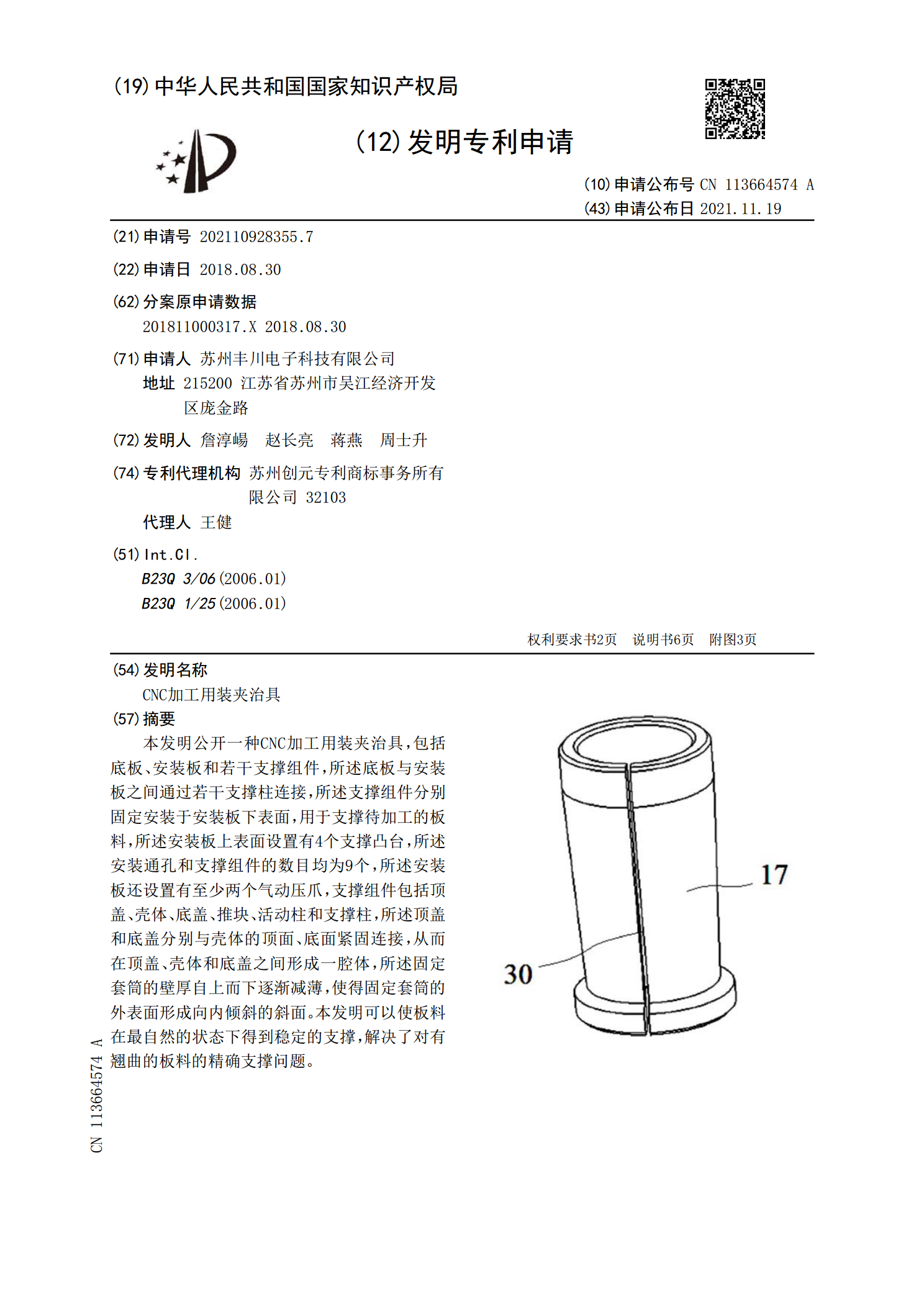
本发明公开一种CNC加工用装夹治具,包括底板、安装板和若干支撑组件,所述底板与安装板之间通过若干支撑柱连接,所述支撑组件分别固定安装于安装板下表面,用于支撑待加工的板料,所述安装板上表面设置有4个支撑凸台,所述安装通孔和支撑组件的数目均为9个,所述安装板还设置有至少两个气动压爪,支撑组件包括顶盖、壳体、底盖、推块、活动柱和支撑柱,所述顶盖和底盖分别与壳体的顶面、底面紧固连接,从而在顶盖、壳体和底盖之间形成一腔体,所述固定套筒的壁厚自上而下逐渐减薄,使得固定套筒的外表面形成向内倾斜的斜面。本发明可以使板料在