
冰箱门体的制造方法.pdf

曦晨****22


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

冰箱门体的制造方法.pdf
本发明提供了一种冰箱门体的制造方法。其中该冰箱门体的制造方法包括:将HIPS板材或ABS板材放置于内衬吸附模具上,经过加热吸附成型之后,按照预设尺寸进行裁切以形成内衬;将内衬放置于保温层模具中,进行保温层发泡成型,以制成带有内衬的保温层;将带有内衬的保温层放置于外壳模具中,合模后注入外壳原料,经过预设固化时长固化后形成冰箱门体。本发明的方案,通过调整门体各部分的生产工序,可以有效简化生产工艺,减少生产过程中的劳动力,提高生产效率,优化后的生产工序还可以改善门体的整体造型,使冰箱门体具备拓展性功能,从而给用
冰箱门体及其制造方法和冰箱.pdf
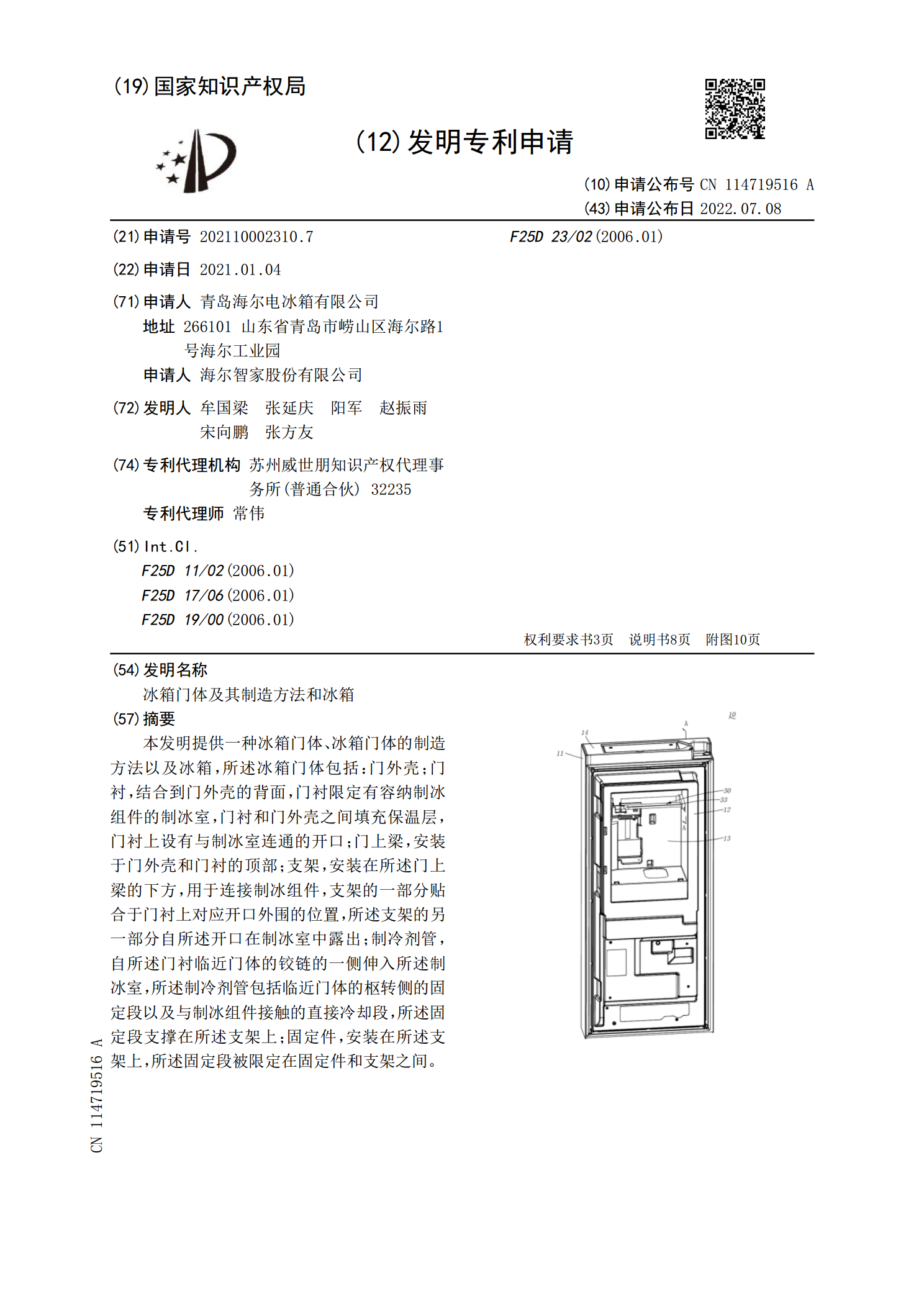
本发明提供一种冰箱门体、冰箱门体的制造方法以及冰箱,所述冰箱门体包括:门外壳;门衬,结合到门外壳的背面,门衬限定有容纳制冰组件的制冰室,门衬和门外壳之间填充保温层,门衬上设有与制冰室连通的开口;门上梁,安装于门外壳和门衬的顶部;支架,安装在所述门上梁的下方,用于连接制冰组件,支架的一部分贴合于门衬上对应开口外围的位置,所述支架的另一部分自所述开口在制冰室中露出;制冷剂管,自所述门衬临近门体的铰链的一侧伸入所述制冰室,所述制冷剂管包括临近门体的枢转侧的固定段以及与制冰组件接触的直接冷却段,所述固定段支撑在所
冰箱门体的装配方法与冰箱门体.pdf
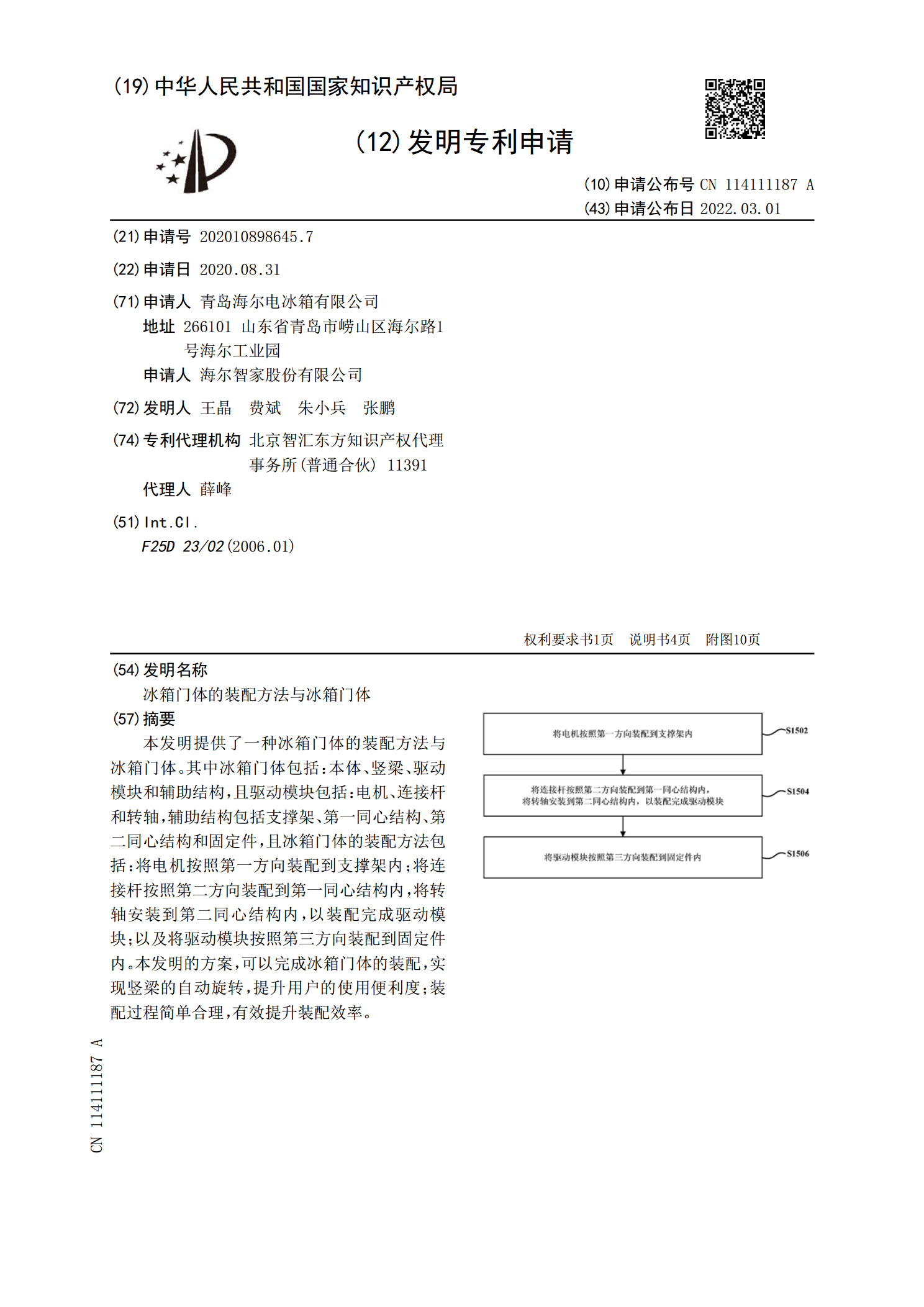
本发明提供了一种冰箱门体的装配方法与冰箱门体。其中冰箱门体包括:本体、竖梁、驱动模块和辅助结构,且驱动模块包括:电机、连接杆和转轴,辅助结构包括支撑架、第一同心结构、第二同心结构和固定件,且冰箱门体的装配方法包括:将电机按照第一方向装配到支撑架内;将连接杆按照第二方向装配到第一同心结构内,将转轴安装到第二同心结构内,以装配完成驱动模块;以及将驱动模块按照第三方向装配到固定件内。本发明的方案,可以完成冰箱门体的装配,实现竖梁的自动旋转,提升用户的使用便利度;装配过程简单合理,有效提升装配效率。
冰箱门体的安装方法、冰箱门体和冰箱.pdf
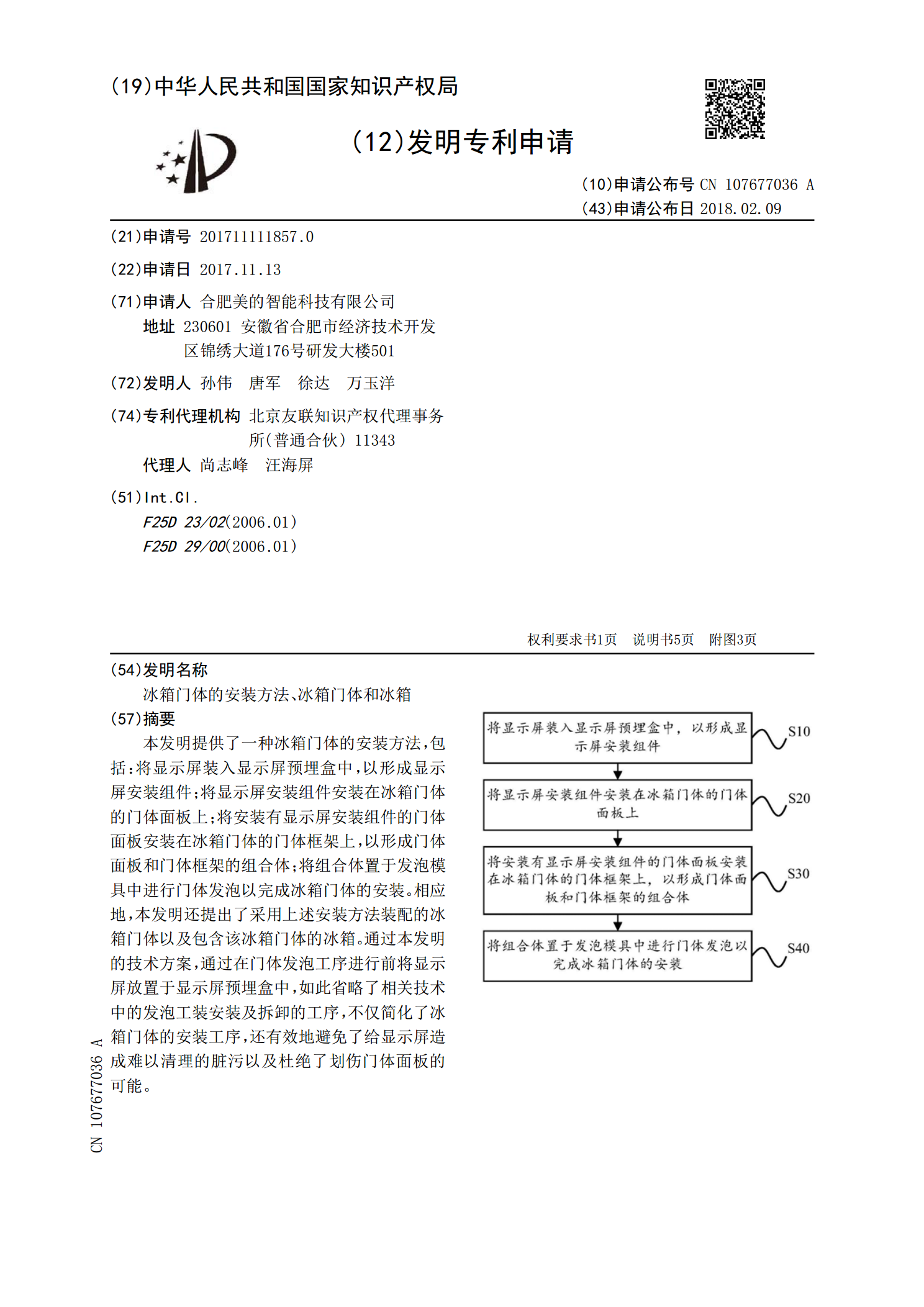
本发明提供了一种冰箱门体的安装方法,包括:将显示屏装入显示屏预埋盒中,以形成显示屏安装组件;将显示屏安装组件安装在冰箱门体的门体面板上;将安装有显示屏安装组件的门体面板安装在冰箱门体的门体框架上,以形成门体面板和门体框架的组合体;将组合体置于发泡模具中进行门体发泡以完成冰箱门体的安装。相应地,本发明还提出了采用上述安装方法装配的冰箱门体以及包含该冰箱门体的冰箱。通过本发明的技术方案,通过在门体发泡工序进行前将显示屏放置于显示屏预埋盒中,如此省略了相关技术中的发泡工装安装及拆卸的工序,不仅简化了冰箱门体的安

冰箱门体及其把手安装方法.pdf
本发明公开了一种冰箱门体及其把手安装方法,该冰箱门体(1)包括门壳(3)和把手(2),所述门壳(3)内形成有翻转槽(31),所述翻转槽(31)在所述门壳(3)的表面形成有槽入口,所述把手(2)连接有枢转轴(21),该枢转轴(21)固接有位于所述翻转槽(31)内的翻转块(22);其中,所述枢转轴(21)自旋转时,所述翻转块(22)在初始旋转位置和限位旋转位置之间跟随旋转,在所述初始旋转位置,所述翻转块(22)与所述槽入口对齐并伸入所述翻转槽(31)内,在所述限位旋转位置,所述翻转块(22)与所述槽入口错位并