
一种开关用嵌件的成型工艺.pdf

是丹****ni


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种开关用嵌件的成型工艺.pdf
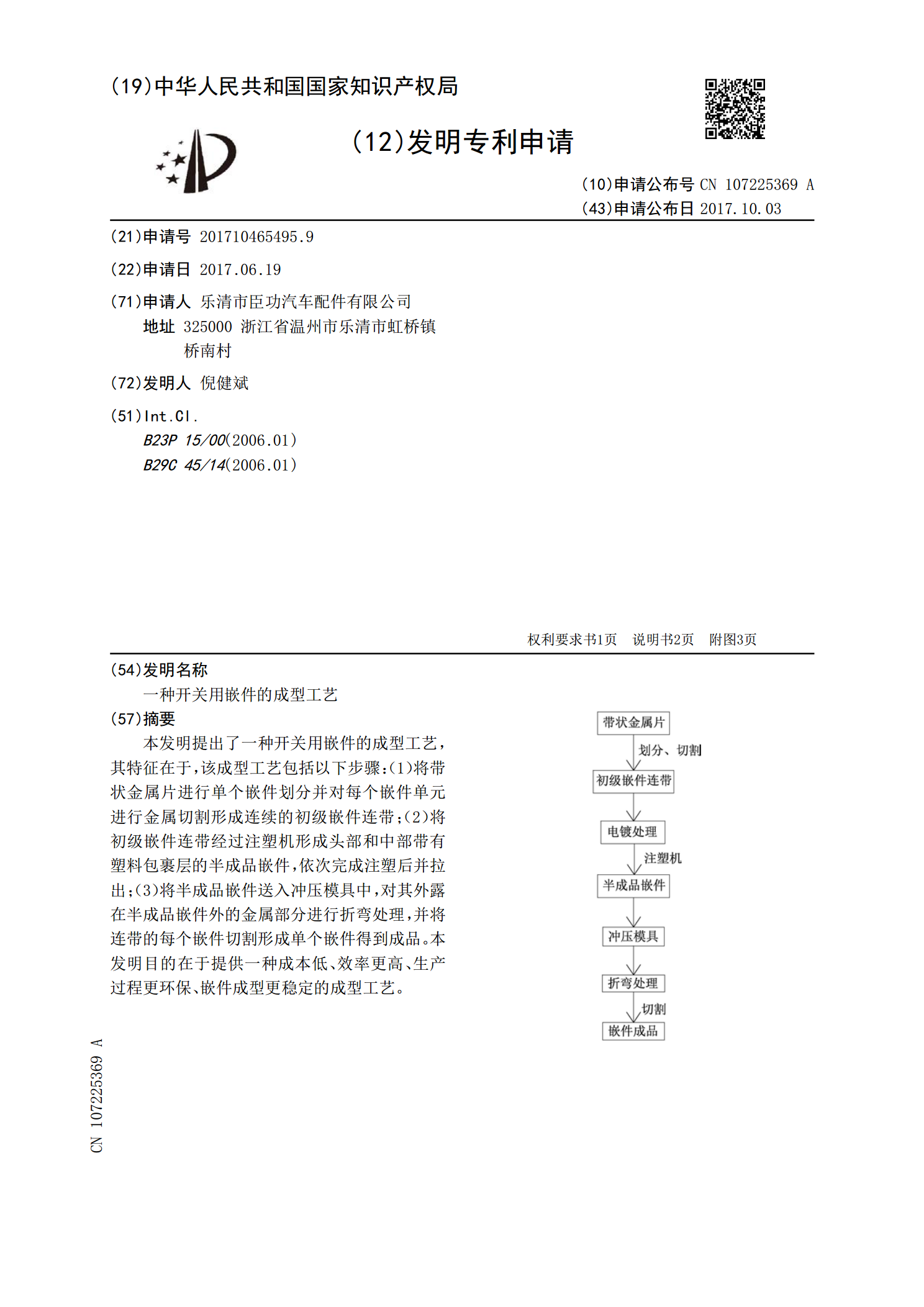
本发明提出了一种开关用嵌件的成型工艺,其特征在于,该成型工艺包括以下步骤:(1)将带状金属片进行单个嵌件划分并对每个嵌件单元进行金属切割形成连续的初级嵌件连带;(2)将初级嵌件连带经过注塑机形成头部和中部带有塑料包裹层的半成品嵌件,依次完成注塑后并拉出;(3)将半成品嵌件送入冲压模具中,对其外露在半成品嵌件外的金属部分进行折弯处理,并将连带的每个嵌件切割形成单个嵌件得到成品。本发明目的在于提供一种成本低、效率更高、生产过程更环保、嵌件成型更稳定的成型工艺。

带嵌件的音频插口开关动片组件注塑成型工艺与模具设计.docx
带嵌件的音频插口开关动片组件注塑成型工艺与模具设计引言带嵌件的音频插口开关动片组件广泛应用于各种音频设备中,如耳机、扬声器、录音笔等。它由多个组件组成,包括外壳、内部接线、动片、插头、开关等,其中动片是其核心组成部分。本文就带嵌件的音频插口开关动片组件注塑成型工艺与模具设计进行详细介绍。一、带嵌件的音频插口开关动片组件的组成部分1.外壳:一般由硬质塑料材料制成,具有防水、防尘、防震等特性。2.内部接线:用于把电信号传输到动片和插头中。3.动片:主要负责传递信号,连接插头和内部接线。4.插头:用于连接其他设

环形嵌件注射成型工艺的分析与优化.docx
环形嵌件注射成型工艺的分析与优化Title:AnalysisandOptimizationoftheInjectionMoldingProcessforAnnularInsertsAbstract:Theinjectionmoldingprocessiswidelyusedinthemanufacturingindustryforitshighefficiencyandprecisioninproducingawiderangeofcomplexparts.Inthispaper,wefocusonthe

嵌件成型技术的特点.doc
嵌件成型技术的特点*注:按Ctrl+f可以快速搜索Aabrasionn.磨料,研磨材料,磨蚀剂,a.磨损的,磨蚀的abrasivebeltn.砂带abrasivebeltgrindingn.砂带磨削,用研磨带磨光abrasivecut-offmachinen.砂轮切断机abrasivedressingwheeln.砂轮修整轮abrasivegrainn.磨料粒度abrasivegritn.研磨用磨料,铁粒abrasivelappingwheeln.磨料研磨轮accuracyofpositionn.位置精度

一种双嵌件的注塑成型方法.pdf
本发明涉及嵌件生产技术领域,具体涉及一种双嵌件的注塑成型方法,旨在解决如何将不同嵌件通过同一套设备的优化工艺来实现注塑成型的问题。其技术要点在于双嵌件的具体安装方法以及机械手臂在安装过程中的具体移动方式。通过采用双嵌件安装设备进行的注塑成型方法不但解决了现有技术中一套模具在一套嵌件埋入设备只能进行一种嵌件的埋入的问题,同时能够节省人工成本和购买设备的资金成本,并且简化了两种不同嵌件对于同一模具注塑成型的工艺。