
一种除尘器滤袋框焊接装置.pdf

傲丝****账号

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种除尘器滤袋框焊接装置.pdf
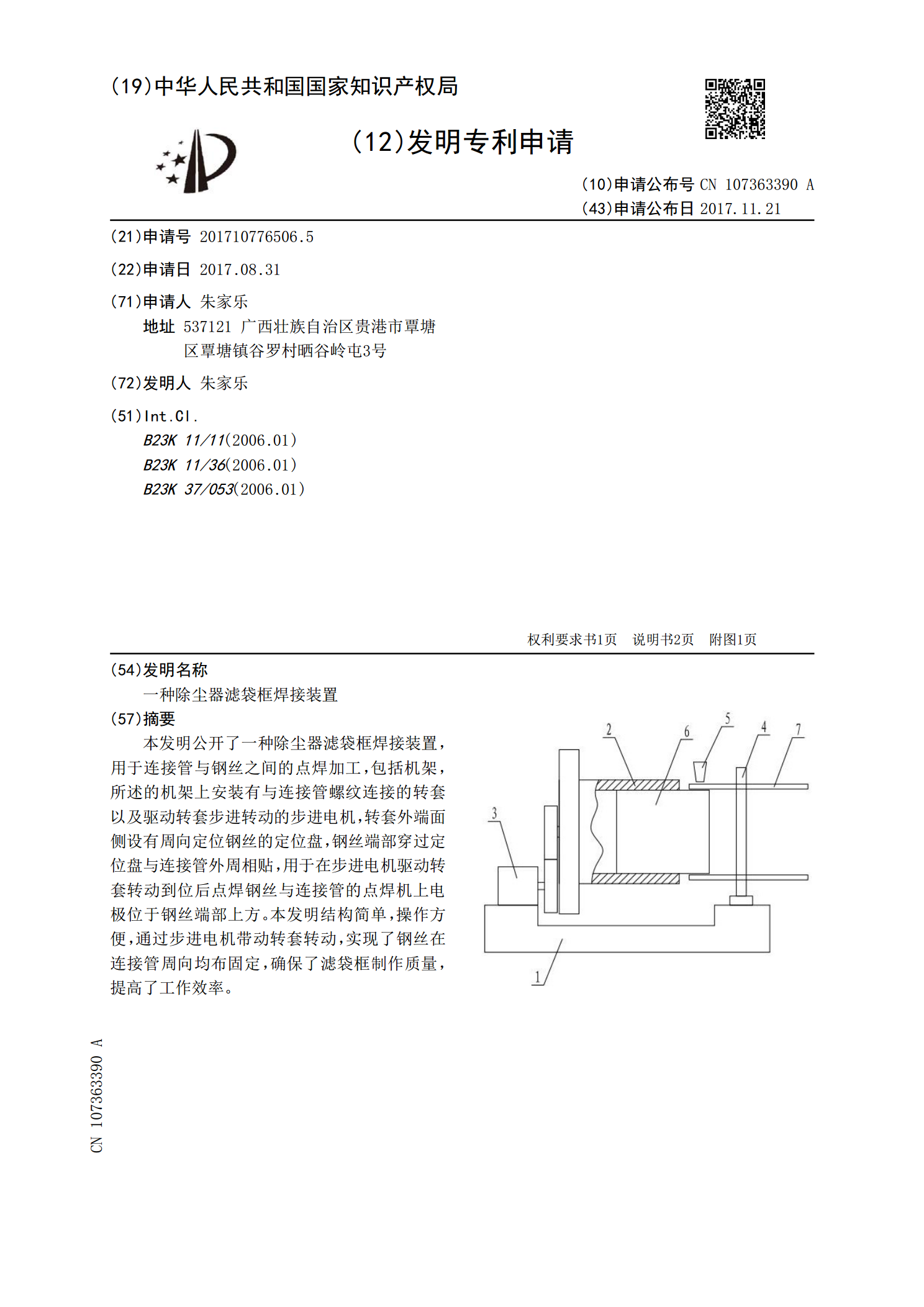
本发明公开了一种除尘器滤袋框焊接装置,用于连接管与钢丝之间的点焊加工,包括机架,所述的机架上安装有与连接管螺纹连接的转套以及驱动转套步进转动的步进电机,转套外端面侧设有周向定位钢丝的定位盘,钢丝端部穿过定位盘与连接管外周相贴,用于在步进电机驱动转套转动到位后点焊钢丝与连接管的点焊机上电极位于钢丝端部上方。本发明结构简单,操作方便,通过步进电机带动转套转动,实现了钢丝在连接管周向均布固定,确保了滤袋框制作质量,提高了工作效率。

一种滤袋除尘器的清灰装置.pdf
本发明涉及一种滤袋除尘器的协同作业清灰装置,安装在由多根笼骨纵筋和若干笼骨圈筋组成的袋笼中,可在袋笼内部以机械推刮、掸尘,震动抖尘的方式进行清灰;主要部件包括在每个笼节中设置的清灰机构,固定在袋笼内部且与袋笼等长的气源管,一端与气源管连接另一端与气源连接的电磁阀;作业时,每个清灰机构同步沿笼骨纵筋相对滑移,在滑移过程中对套设在外的布袋进行清灰。本发明采用的是管线引导控制气流定向喷吹的方式,具有目标区域针对性,降低了再次扬尘的强度,并且利用气缸做功的原理,增设了多种手段,机械推刮、定向喷吹,最后在进行碰撞实

一种袋式除尘器用滤袋防脱密封装置.pdf
本发明公开了一种袋式除尘器用滤袋防脱密封装置,包括滤袋架固定板,所述滤袋架固定板的一侧外壁上设置有滤袋架,所述滤袋架的外壁上套设有滤袋,所述滤袋的一侧外壁上靠近滤袋架固定板的一侧位置处设置有滤袋口,所述滤袋架固定板的一侧位置处设置有支撑架,所述支撑架与滤袋架固定板通过第一螺杆固定连接。该袋式除尘器用滤袋防脱密封装置,通过套环、第一卡板和第二卡板的相互配合,可以有效的将滤袋全方位牢牢固定在套环与第一卡板和第二卡板之间,并通过凸起和凹槽进一步的提高滤袋固定处的接触面积,提高束缚力,避免滤袋受到脉冲急速膨胀带来

一种滤袋除尘器.pdf
本发明公开了一种滤袋除尘器,属于除尘技术领域。针对现有滤袋除尘器中滤袋表面烟气分布不均匀的问题,本发明提供一种滤袋除尘器,包括箱壳、滤板,所述滤板上安装有滤袋,所述滤板安装于箱壳内部的上方处,所述滤板下方设有两片垂直的流道隔板,所述两片流道隔板将所述箱壳分隔成烟气流道和两个除尘腔室。本发明通过两块流道隔板增加烟气流通距离和停留时间,增加了气流均布装置,使烟气流动均匀覆盖于整个除尘腔室,具有提高滤袋表面积使用率,提高除尘效率,减少滤袋磨损概率的优点。

一种滤袋除尘器.pdf
一种滤袋除尘器,属于除尘器领域,本发明对现有技术进行改进,将现有技术中的圆筒形式的滤袋替换成直径从两端到中间逐渐变大外凸式或者由两端到中间逐渐减小的内凹式亦或是二者的结合,从而不仅增加了滤袋的表面积,同时该中结构的滤袋能够在吸尘时或者反吹时滤袋内外压差的作用下,发生形变,从而反吹时更容易膨胀变形,使滤袋表面积留的灰尘更容易脱落。