
一种板材排孔系统及其排孔方法.pdf

宁馨****找我


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种板材排孔系统及其排孔方法.pdf
本发明揭示了一种板材排孔系统,与封边机相连接,包括送料部、排孔部及下料部,送料部设置在排孔部的上游,下料部设置在排孔部的下游,送料部、排孔部及下料部之间均通过平移机相连接;送料部包括送料装置、及多个与送料装置相连接的板件缓存装置;排孔部包括多个排孔设备,排孔设备的两端均通过传送带与平移机相连接,每个传送带上均设置有顶升移栽机,且顶升移栽机设置在传送带与平移机的交汇处。本发明中设置有MES控制系统,自动化程度高,节约操作员工的数量,极大地降低了人力成本,提高了板材在封边工序与排孔工序之间的转运效率,从而提高
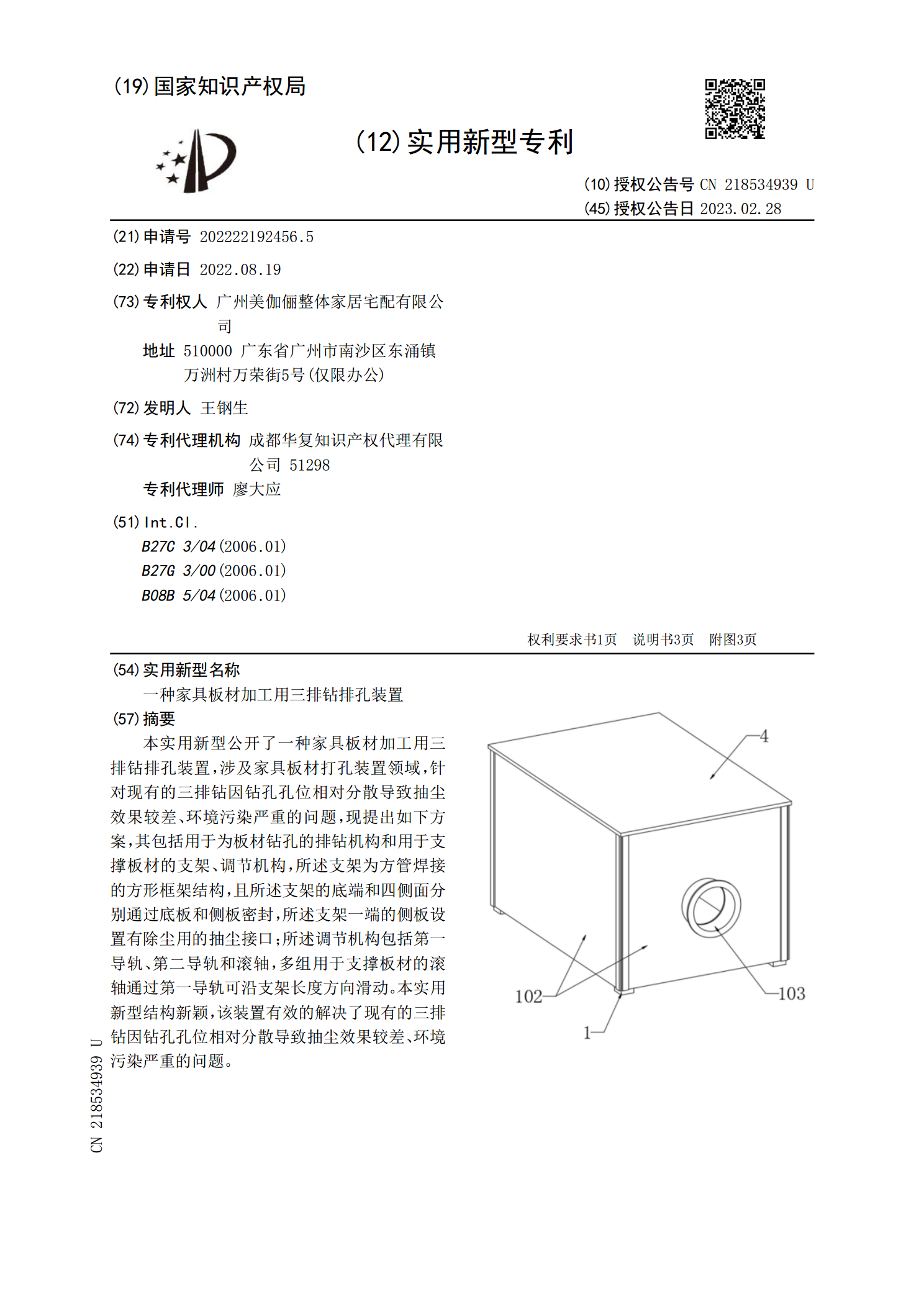
一种家具板材加工用三排钻排孔装置.pdf
本实用新型公开了一种家具板材加工用三排钻排孔装置,涉及家具板材打孔装置领域,针对现有的三排钻因钻孔孔位相对分散导致抽尘效果较差、环境污染严重的问题,现提出如下方案,其包括用于为板材钻孔的排钻机构和用于支撑板材的支架、调节机构,所述支架为方管焊接的方形框架结构,且所述支架的底端和四侧面分别通过底板和侧板密封,所述支架一端的侧板设置有除尘用的抽尘接口;所述调节机构包括第一导轨、第二导轨和滚轴,多组用于支撑板材的滚轴通过第一导轨可沿支架长度方向滑动。本实用新型结构新颖,该装置有效的解决了现有的三排钻因钻孔孔位相
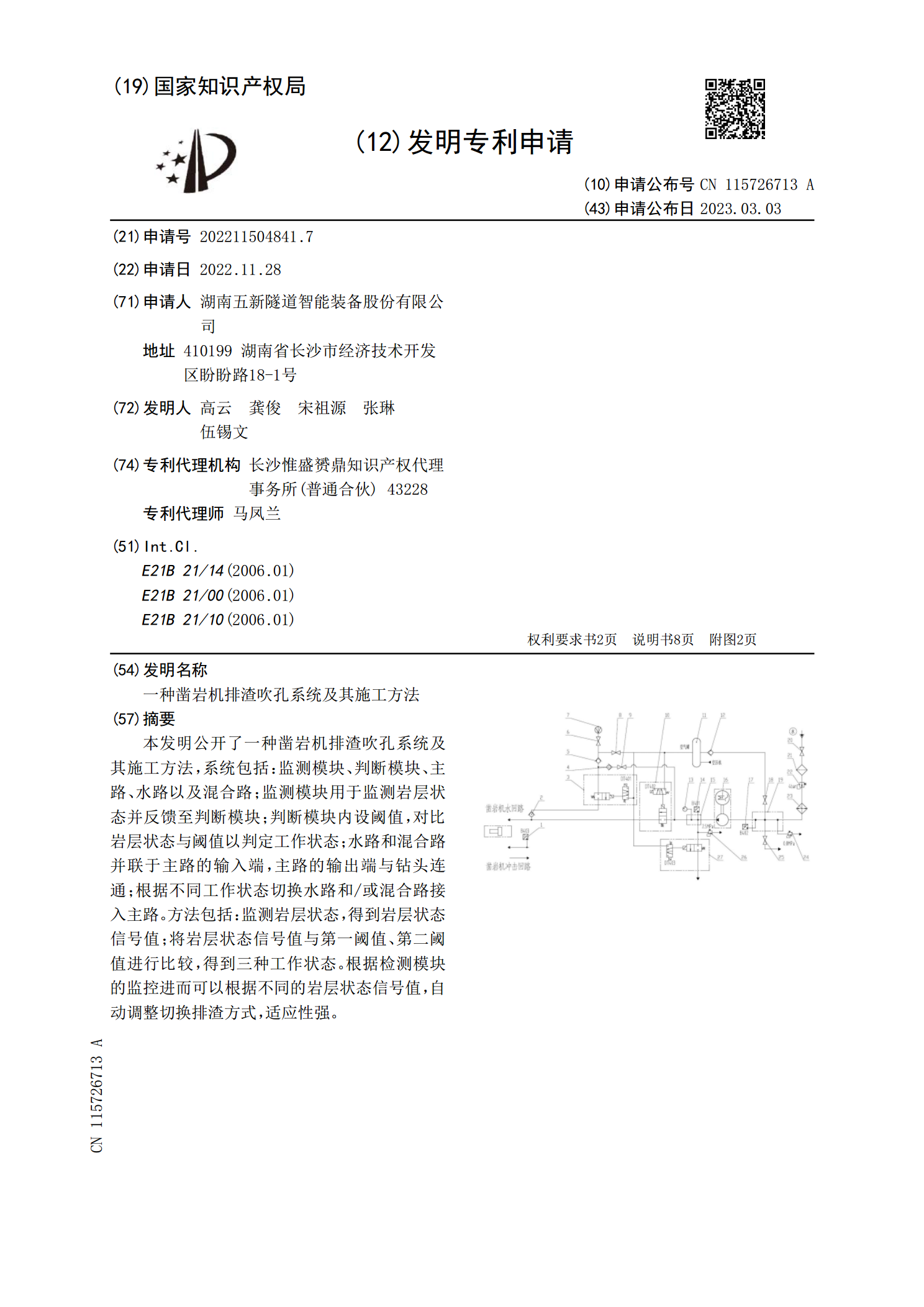
一种凿岩机排渣吹孔系统及其施工方法.pdf
本发明公开了一种凿岩机排渣吹孔系统及其施工方法,系统包括:监测模块、判断模块、主路、水路以及混合路;监测模块用于监测岩层状态并反馈至判断模块;判断模块内设阈值,对比岩层状态与阈值以判定工作状态;水路和混合路并联于主路的输入端,主路的输出端与钻头连通;根据不同工作状态切换水路和/或混合路接入主路。方法包括:监测岩层状态,得到岩层状态信号值;将岩层状态信号值与第一阈值、第二阈值进行比较,得到三种工作状态。根据检测模块的监控进而可以根据不同的岩层状态信号值,自动调整切换排渣方式,适应性强。

一种管柱冲排孔装置及方法.pdf
本发明提供了一种管柱冲排孔装置及方法,涉及管材冲孔技术领域,支架水平设有支撑杆;张紧组件包括张紧杆,张紧杆可沿其延伸方向移动的连接于支架且平行于支撑杆,张紧杆一端连接驱动机构以使张紧杆沿自身中心轴方向往复运动,驱动机构固定于支架;模芯容置于管柱内且与冲孔机的冲孔端位置对应,模芯包括第一模和第二模,第一模和第二模为一对相互匹配的楔形块,第一模固定于支撑杆,第二模固定于张紧杆以跟随张紧杆运动;推动组件包括推动块,推动块可沿张紧杆延伸方向滑动的连接于支架用以间歇性的推动管柱移动;本发明设计合理,提供了一种全新的
排汽道与排汽孔的设计.doc
排汽道与排汽孔的设计:在基层上留槽排汽,即在保温层和找平层上留设排汽道。其位置与分格缝结合在一起,留设在支承板端及屋面坡面转折处。排汽道的构造见附图示。排汽孔的位置设在排汽道的纵横交叉点上,每36平方米设置一个,并与排汽道连通。排汽孔要固定牢靠、耐久;有可靠的防雨措施;便于施工;并要做好排汽孔根部的防水处理。排汽道与排汽孔平面布置见附图示。