
一种无菌纸盒纸坯的覆膜方法.pdf

听云****君哇


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种无菌纸盒纸坯的覆膜方法.pdf
本发明涉及覆膜技术领域,具体涉及一种无菌纸盒纸坯的覆膜方法,包括取材、涂胶、纸坯处理、覆膜、烘道软化、成型、切膜。本发明的有益效果:选用BOPP膜,由于其柔韧、无毒性,而且平整度好、透明度高、光亮度好,并具有耐磨、耐水、耐热、耐化学腐蚀等性能,此外,它的价格便宜,是覆膜工艺中较理想的复合材料,经过电晕处理后的BOPP膜,表面张力较佳,使得其抗弯、抗变形性能较好,对纸坯的覆膜面涂抹流平剂溶液,有助于后序覆膜时,降低BOPP膜面上的粘胶的表面张力,使的粘胶与纸坯的接触更均匀,减少接触的间隙,从而减少了气泡产生

一种无菌纸盒用纸坯配方及加工方法.pdf
本发明涉及纸盒技术领域,具体涉及一种无菌纸盒用纸坯配方,包括浆料95‑100份、流平剂2‑2.3份、填料5‑9份、石墨烯0.08‑0.11份、荧光增白剂1.2‑2.2份。本发明的有益效果:在配方原料加入流平剂,使得纸坯表面光滑、抗静电能力佳,使得纸坯在制成纸盒时,便于外部的膜在其表面进行覆膜,进而使覆膜后不会产生气泡;加入石墨烯,由于石墨烯的良好的韧性,使得在一定程度上能够提高纸坯的韧性,使纸坯具有良好抗褶、抗撕强度;选用桑树、构树作为浆料的原料,桑树、构树具有较粗的纤维,使得纸坯具有较佳的抗拉强度;选用

一种无菌纸盒用纸坯的印刷工艺.pdf
本发明涉及印刷技术领域,具体涉及一种无菌纸盒用纸坯的印刷工艺,至少包括绘制印刷轮廓、制版、印刷、表面处理、裱坑、啤盒步骤,表面处理步骤具体包括上光、流平、压光、覆膜。本发明的有益效果:通过步骤Stp2,能够使步骤Stp1中的水性上光油膜面流平,提高纸坯表面的光泽度及平整度,防止水性上光油在纸坯上产生气孔,即,减少斑点产生,同时亦能加快纸坯的干燥,便于后序压光,在步骤Stp3中,通过对钢板进行升温,使得纸坯上的磨光油活性快速增加,进而快速渗透至纸坯上,在提高压光效率的同时,亦可进一步减少纸坯上斑点的产生,随
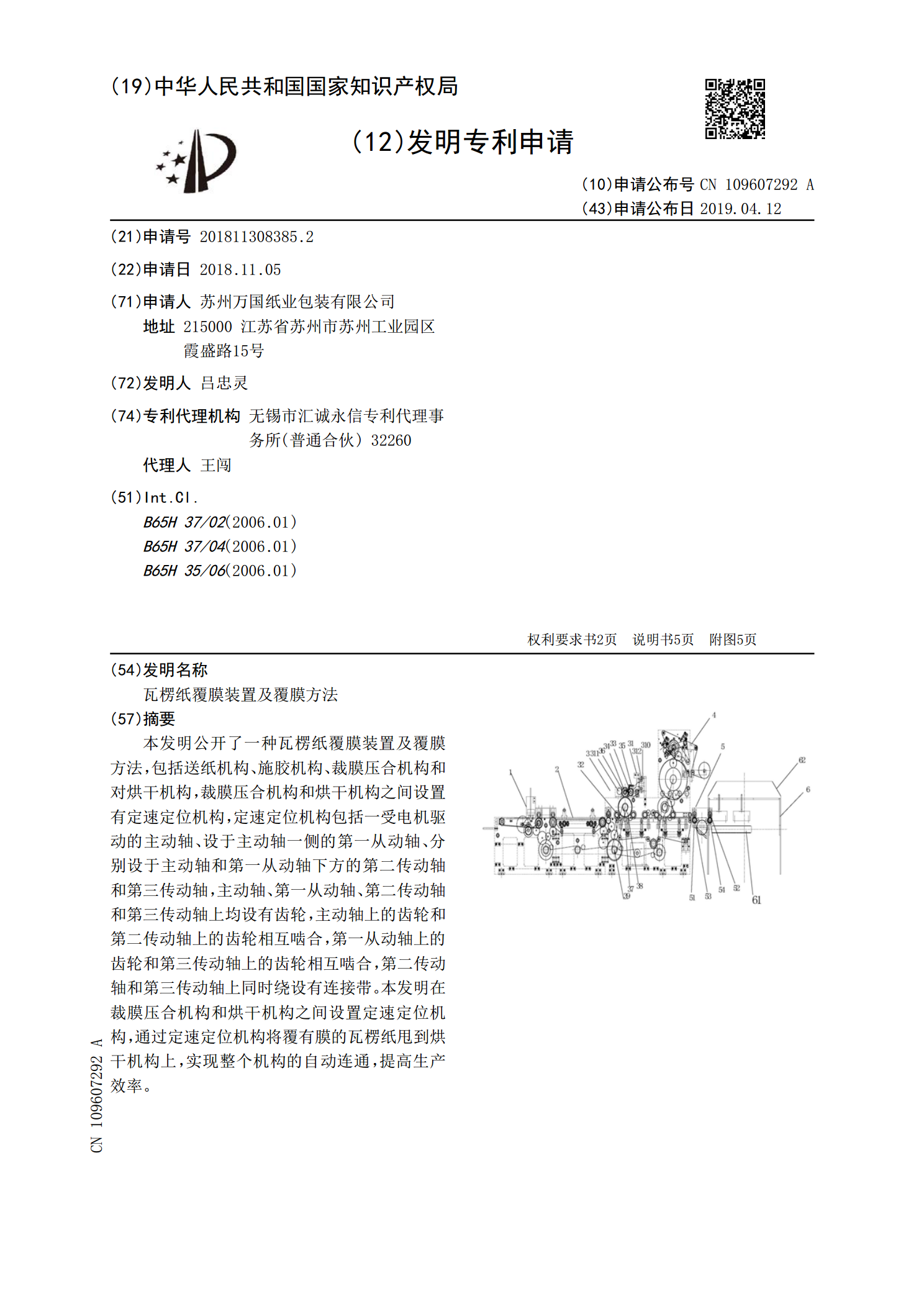
瓦楞纸覆膜装置及覆膜方法.pdf
本发明公开了一种瓦楞纸覆膜装置及覆膜方法,包括送纸机构、施胶机构、裁膜压合机构和对烘干机构,裁膜压合机构和烘干机构之间设置有定速定位机构,定速定位机构包括一受电机驱动的主动轴、设于主动轴一侧的第一从动轴、分别设于主动轴和第一从动轴下方的第二传动轴和第三传动轴,主动轴、第一从动轴、第二传动轴和第三传动轴上均设有齿轮,主动轴上的齿轮和第二传动轴上的齿轮相互啮合,第一从动轴上的齿轮和第三传动轴上的齿轮相互啮合,第二传动轴和第三传动轴上同时绕设有连接带。本发明在裁膜压合机构和烘干机构之间设置定速定位机构,通过定速
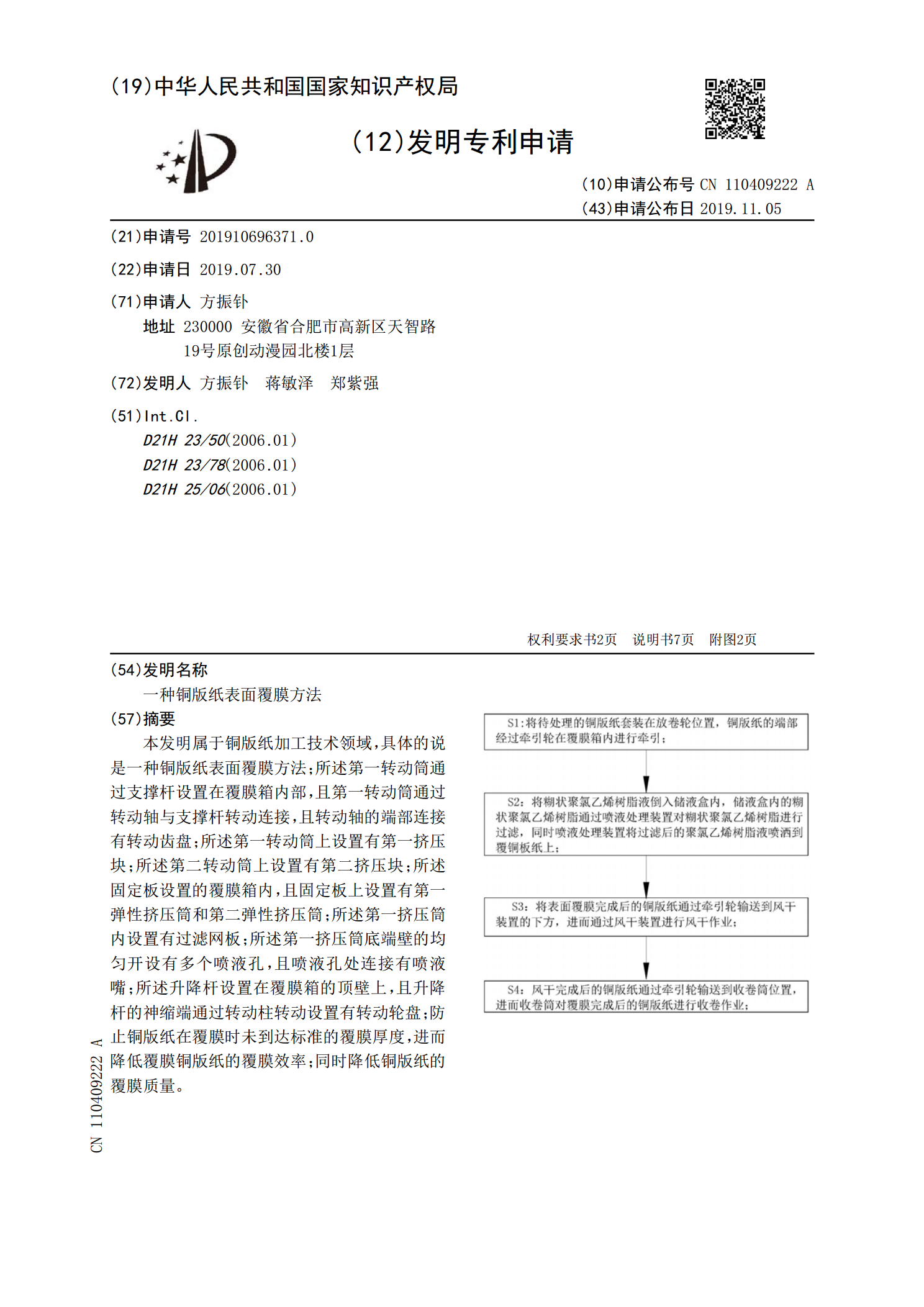
一种铜版纸表面覆膜方法.pdf
本发明属于铜版纸加工技术领域,具体的说是一种铜版纸表面覆膜方法;所述第一转动筒通过支撑杆设置在覆膜箱内部,且第一转动筒通过转动轴与支撑杆转动连接,且转动轴的端部连接有转动齿盘;所述第一转动筒上设置有第一挤压块;所述第二转动筒上设置有第二挤压块;所述固定板设置的覆膜箱内,且固定板上设置有第一弹性挤压筒和第二弹性挤压筒;所述第一挤压筒内设置有过滤网板;所述第一挤压筒底端壁的均匀开设有多个喷液孔,且喷液孔处连接有喷液嘴;所述升降杆设置在覆膜箱的顶壁上,且升降杆的神缩端通过转动柱转动设置有转动轮盘;防止铜版纸在覆