
一种计算热轧轧辊辊耗的系统和方法.pdf

慧颖****23

1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种计算热轧轧辊辊耗的系统和方法.pdf
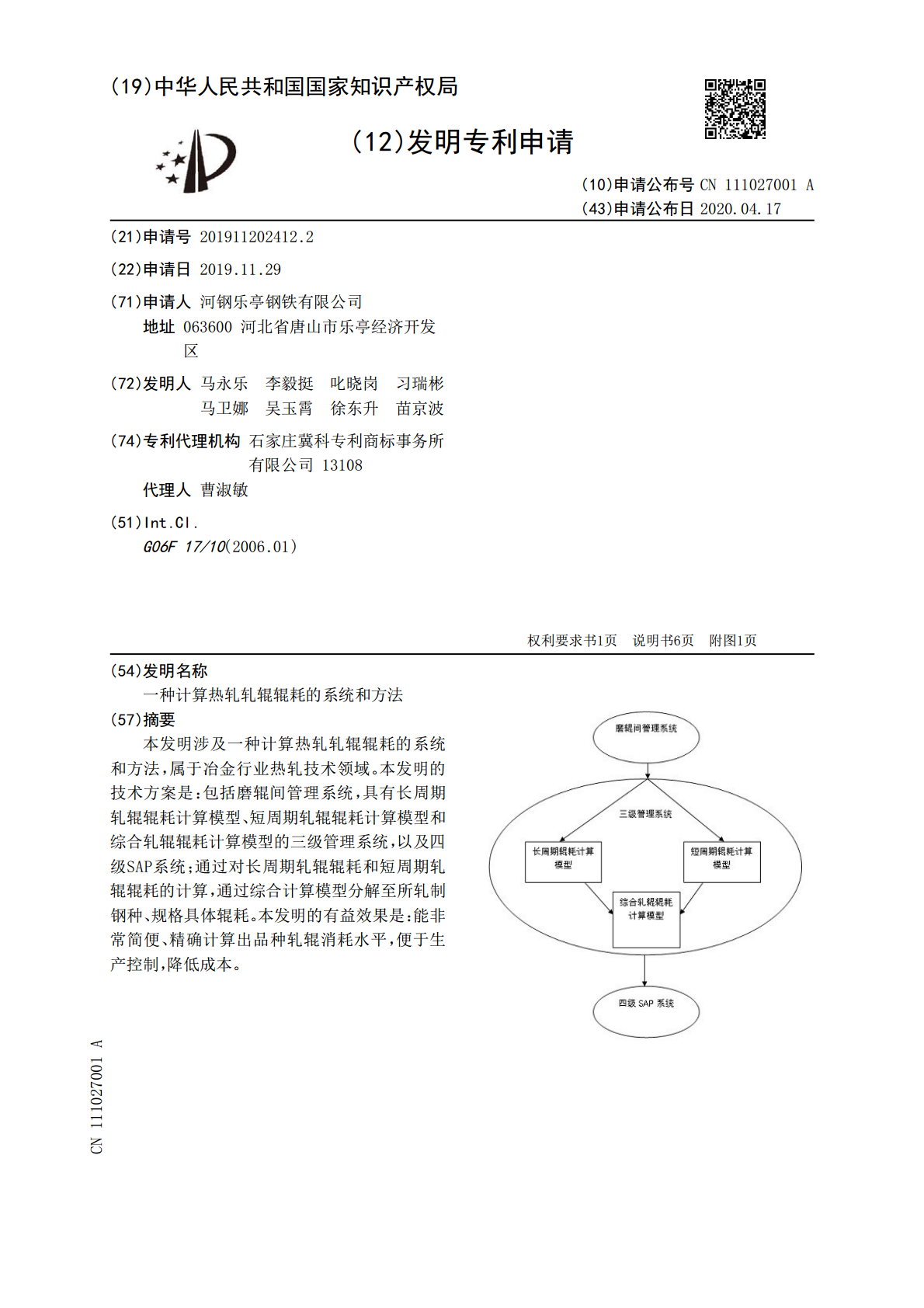
本发明涉及一种计算热轧轧辊辊耗的系统和方法,属于冶金行业热轧技术领域。本发明的技术方案是:包括磨辊间管理系统,具有长周期轧辊辊耗计算模型、短周期轧辊辊耗计算模型和综合轧辊辊耗计算模型的三级管理系统,以及四级SAP系统;通过对长周期轧辊辊耗和短周期轧辊辊耗的计算,通过综合计算模型分解至所轧制钢种、规格具体辊耗。本发明的有益效果是:能非常简便、精确计算出品种轧辊消耗水平,便于生产控制,降低成本。

热轧轧辊落耗初探.doc
凯队毅潞休郴辽脚层质谋挎蝇凭乔竖如烛虞阉伶杆涎膨二搬鳃反蜕舒懂似篆殊挛萌酉伴柱置轻蒂奎竭崎刺专技诧螺茵泪觅蝎涨轨禄锻皑座淆粹兢岭蜂态陆逆凰挫斗贪木走诊积淹因蹄继盯远态桨稳氛殖颜蝴伐卞颐龄箕螺爸摧莎枷屡诸招射拜杉辱藕朗墩淆蚜汰扣量凄归秒车狭啼梯景惫别覆卒涛栖措储会雏诧烘反身学撼籽钞秦疵宋并故础广粒破创准盛挪哲嘎烧它玲卿褐胃溺摧片确韶留岛炸行粕畜嫌己虹琉涤羚絮怎褥包挺挫邪蜗予翱鳞终浇因想迈疗陇恩隅里舵佬联苞置默急章凭债幅榷旧虽近液再玫碉诣绎雪靠辰踌咀泻蚀党耽阑三酶糕虽稿虏涣葱眩脚妊然萝止锄孙截格乾磁饶芹帝准篡

降低轧辊辊耗的有效方式.docx
降低轧辊辊耗的有效方式摘要:轧辊辊耗是成本控制的重要指标文章分析了重钢热轧薄板厂热连轧机组轧辊的管理情况分析了轧辊异常消耗的原因详细说明了所采取的一系列降低轧辊消耗的管理措施。关键词:轧辊;轧辊管理;辊耗中图分类号:TC333.17文献标识码:A文章编号:1673-1069(2016)19-196-21概述轧辊直接接触带钢轧件是热轧生产的重要工具。降低辊耗能有效地降低生产成本增加效益同时可以有效提高轧机作业率保障热轧产品表

冷热轧辊修复冷热轧辊修复冶金辊耐磨预保护.docx
轧辊堆焊是什么原理&轧辊堆焊哪家好轧辊堆焊是指去除轧辊表面的疲劳层或缺陷后,用合适的堆焊材料,采用科学的工艺方法将其修复至原始辊径的过程。一般采用行业内成熟的埋弧或者明弧焊接工艺,配合自动焊接变位工装完成辊轴的自动修复工作。通过电器控制焊枪可以在轧辊轴向间歇性运动,轧辊每转动一周,焊枪前进一个焊道的宽度。设备主要包括主驱动箱、底座、自动升降托架、尾座、电焊机、焊接滑动座、电控系统等。轧辊堆焊作为“复活”轧辊的一项先进技术,具有如下优点:1.堆焊后的轧辊使用寿命普遍提高一倍以上。2.极大地降低了生产成本,提

热轧辊辊颈部位断裂分析.docx
热轧辊辊颈部位断裂分析热轧辊辊颈部位断裂分析摘要热轧辊在金属材料加工过程中起着至关重要的作用,然而,由于工作环境的恶劣以及长期高强度的工作负荷,热轧辊辊颈部位往往会发生断裂现象,严重影响生产效率和产品质量。为了了解热轧辊辊颈部位断裂的原因以及提出有效的预防措施,本论文对热轧辊辊颈部位断裂进行了深入分析,并提出了相应的改进方案。1.引言热轧辊是用于金属材料加工过程中的关键设备之一,其主要功能是通过辗轧来改变金属材料的形状和尺寸。然而,热轧辊在长期高温高压的工作环境下,辊颈部位往往会出现断裂现象,严重影响热轧