
一种树脂砂型芯制作成型后表面处理方法.pdf

一条****彩妍


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种树脂砂型芯制作成型后表面处理方法.pdf
本发明属于模具制造技术领域,具体涉及一种树脂砂型芯制作成型后表面处理方法,用于在圆柱形树脂砂型芯表面喷涂脱模剂,采用一种树脂砂型芯制作成型后表面处理机械配合完成,包括以下步骤:步骤一、安装型芯:将芯竖直固定放置在底座上,通过固定机构固定;步骤二、喷涂脱模剂:通过往复电机带动喷涂机构喷涂;步骤三、填实缝隙:通过气泵加压,脱模剂渗入型芯表面的缝隙;步骤四、抹平脱模剂:通过往复电机带动喷涂机构对脱模剂进行抹平;步骤五、转动型芯:导向槽和转动调节机构配合带动型芯转动。本发明提高了型芯表面脱模剂厚度的均匀性,增加了

一种砂型芯成型方法及喷墨打印装置.pdf
本发明属于快速成型技术领域,公开了一种砂型芯成型方法及喷墨打印装置。该砂型芯成型方法包括以下步骤:将型砂和第一固化剂预混合并对其进行干燥处理;对完成干燥处理的型砂和第一固化剂进行研磨,以形成多个砂粒单体;将多个砂粒单体和第二固化剂进行二次混合,并完成铺砂过程,其中第一固化剂的添加量大于第二固化剂的添加量。该砂型芯成型方法随着第二固化剂添加量的减少,砂粒单体之间的粘接力和铺砂的阻力也减少,从而避免因砂粒聚集和板结导致铺砂器堵塞的情况。该砂型芯成型方法不破坏型砂,能保留型砂本身的形貌和性能,同时型砂与第一固化
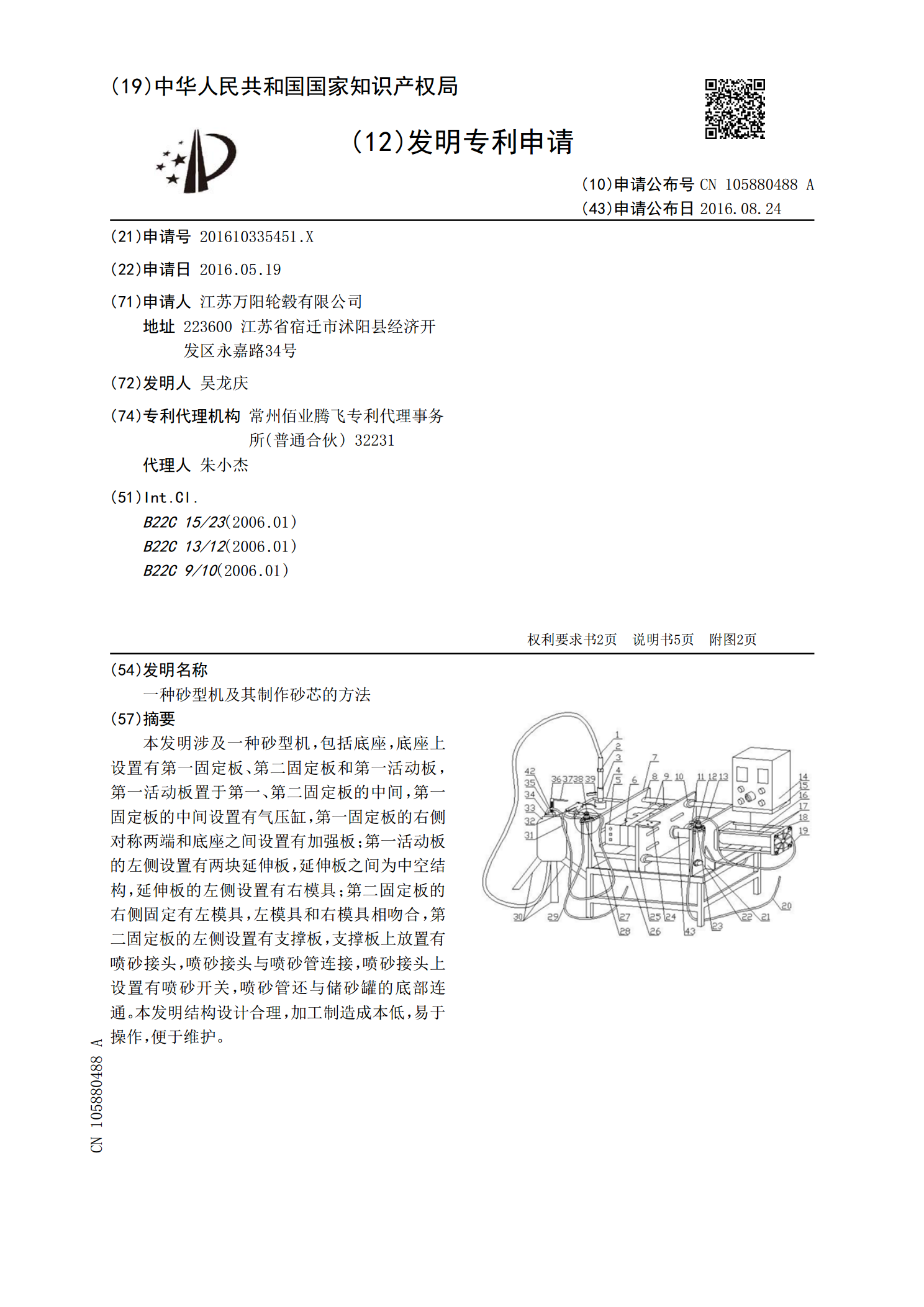
一种砂型机及其制作砂芯的方法.pdf
本发明涉及一种砂型机,包括底座,底座上设置有第一固定板、第二固定板和第一活动板,第一活动板置于第一、第二固定板的中间,第一固定板的中间设置有气压缸,第一固定板的右侧对称两端和底座之间设置有加强板;第一活动板的左侧设置有两块延伸板,延伸板之间为中空结构,延伸板的左侧设置有右模具;第二固定板的右侧固定有左模具,左模具和右模具相吻合,第二固定板的左侧设置有支撑板,支撑板上放置有喷砂接头,喷砂接头与喷砂管连接,喷砂接头上设置有喷砂开关,喷砂管还与储砂罐的底部连通。本发明结构设计合理,加工制造成本低,易于操作,便于
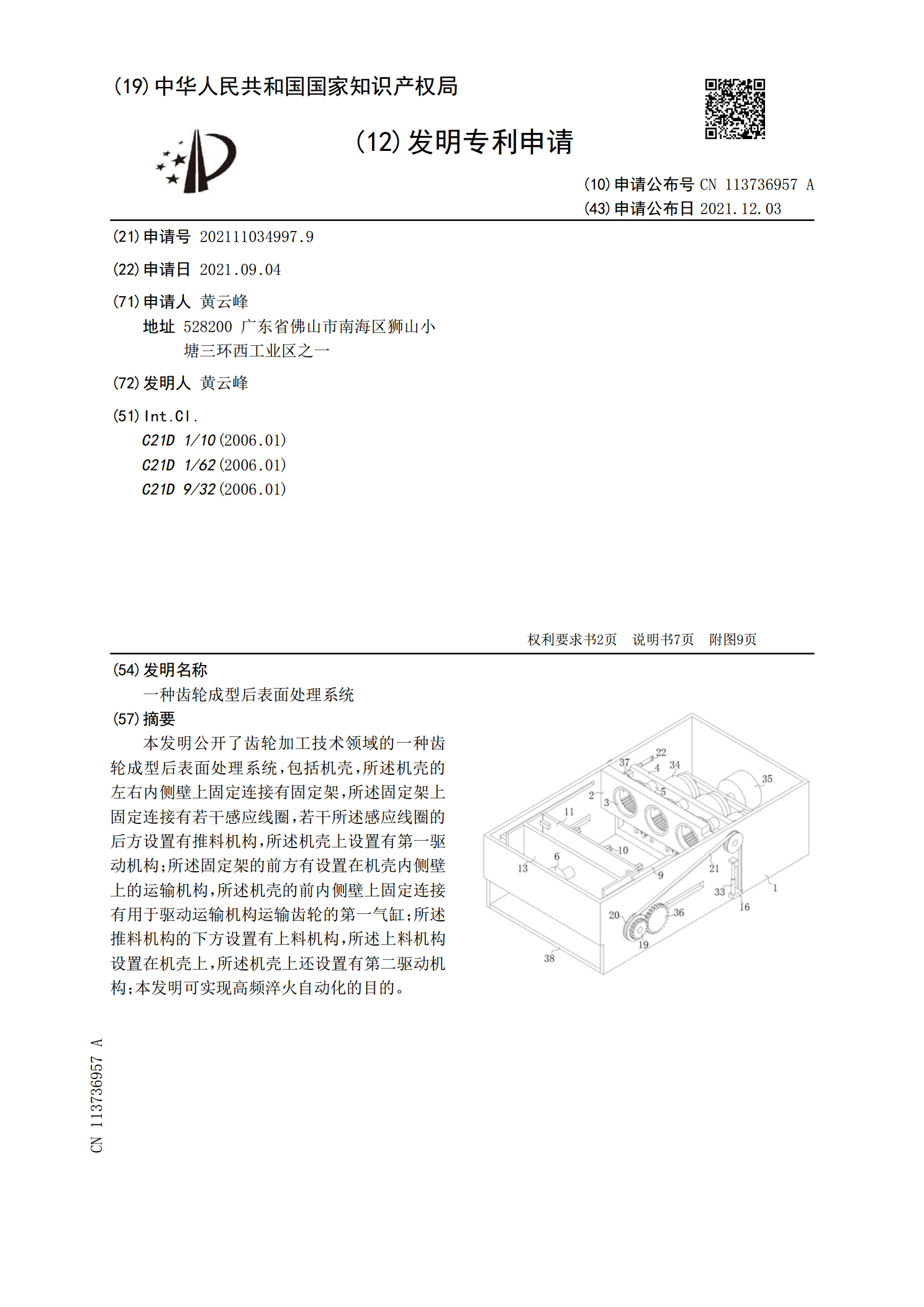
一种齿轮成型后表面处理系统.pdf
本发明公开了齿轮加工技术领域的一种齿轮成型后表面处理系统,包括机壳,所述机壳的左右内侧壁上固定连接有固定架,所述固定架上固定连接有若干感应线圈,若干所述感应线圈的后方设置有推料机构,所述机壳上设置有第一驱动机构;所述固定架的前方有设置在机壳内侧壁上的运输机构,所述机壳的前内侧壁上固定连接有用于驱动运输机构运输齿轮的第一气缸;所述推料机构的下方设置有上料机构,所述上料机构设置在机壳上,所述机壳上还设置有第二驱动机构;本发明可实现高频淬火自动化的目的。
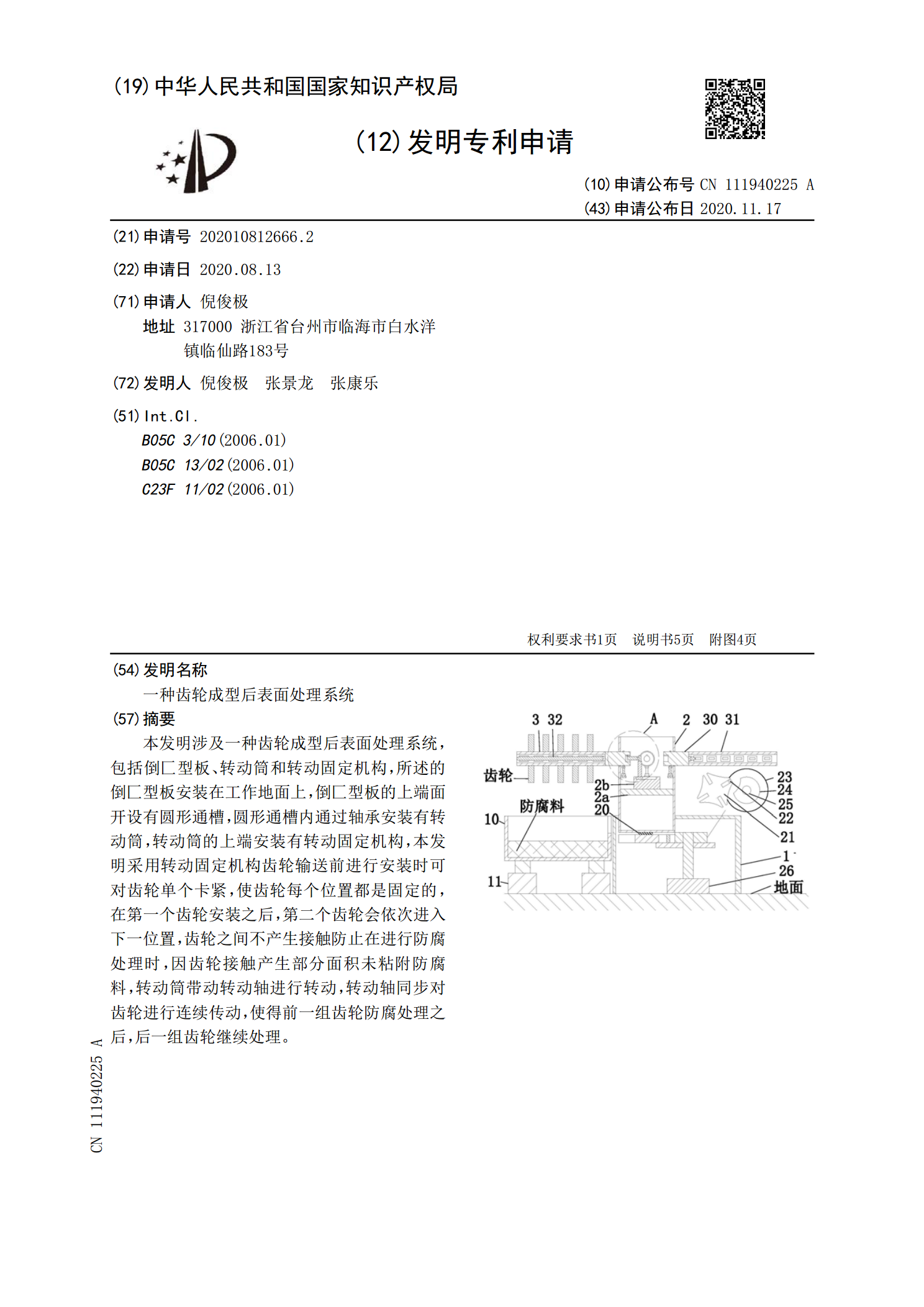
一种齿轮成型后表面处理系统.pdf
本发明涉及一种齿轮成型后表面处理系统,包括倒匚型板、转动筒和转动固定机构,所述的倒匚型板安装在工作地面上,倒匚型板的上端面开设有圆形通槽,圆形通槽内通过轴承安装有转动筒,转动筒的上端安装有转动固定机构,本发明采用转动固定机构齿轮输送前进行安装时可对齿轮单个卡紧,使齿轮每个位置都是固定的,在第一个齿轮安装之后,第二个齿轮会依次进入下一位置,齿轮之间不产生接触防止在进行防腐处理时,因齿轮接触产生部分面积未粘附防腐料,转动筒带动转动轴进行转动,转动轴同步对齿轮进行连续传动,使得前一组齿轮防腐处理之后,后一组齿轮