
半圆曲轴孔预加工的方法.pdf

涵蓄****09


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

半圆曲轴孔预加工的方法.pdf
本发明公开了一种半圆曲轴孔预加工的方法,包括如下步骤:使用镗刀进行两面对镗粗加工,保留精加工余量;使用球头铣刀斜向铣削精加工。利用现有标准加工中心设备,实现半圆曲轴孔的预加工,保证尺寸精度及表面粗糙度,并提升加工效率。

新的轴孔联接方法.docx
新的轴孔联接方法题目:新的轴孔联接方法摘要:轴孔联接是机械工程中常见的一种连接方法,具有承载能力强、传递动力平稳等优点,广泛应用于各种机械设备中。然而,传统的轴孔联接方法存在一些缺点,如对于轴孔的加工精度要求高、联接效果不稳定等。因此,本论文针对传统轴孔联接方法的不足,提出了一种新的轴孔联接方法,旨在改善轴孔联接的效果,提高联接的可靠性和稳定性。第一部分:引言1.1研究背景1.2研究目的1.3论文结构第二部分:传统轴孔联接方法的缺点2.1传统轴孔联接方法的概述2.2传统轴孔联接方法存在的问题第三部分:新的

花键轴孔的加工方法.docx
花键轴孔的加工方法花键轴孔是一种常见的机械加工工艺,它通常用于连接轴和齿轮等传动部件。花键轴孔能够保证传动部件的传动精度和可靠性,因此在机械制造行业中广泛应用。本文将介绍花键轴孔的加工方法、工艺和设备等方面的内容。1.花键轴孔的定义花键轴孔是一种环形槽,用于固定花键。花键轴孔分为孔底圆和周长槽两部分,孔底圆用于承受轴向负载,周长槽用于固定花键。花键轴孔通常用于连接轴和齿轮等传动部件,能够保证传动部件的传动精度和可靠性。2.花键轴孔的加工方法花键轴孔的加工方法包括切削加工、冷挤压加工、热挤压加工等。(1)切
玻璃瓶原料的预加工方法.pdf
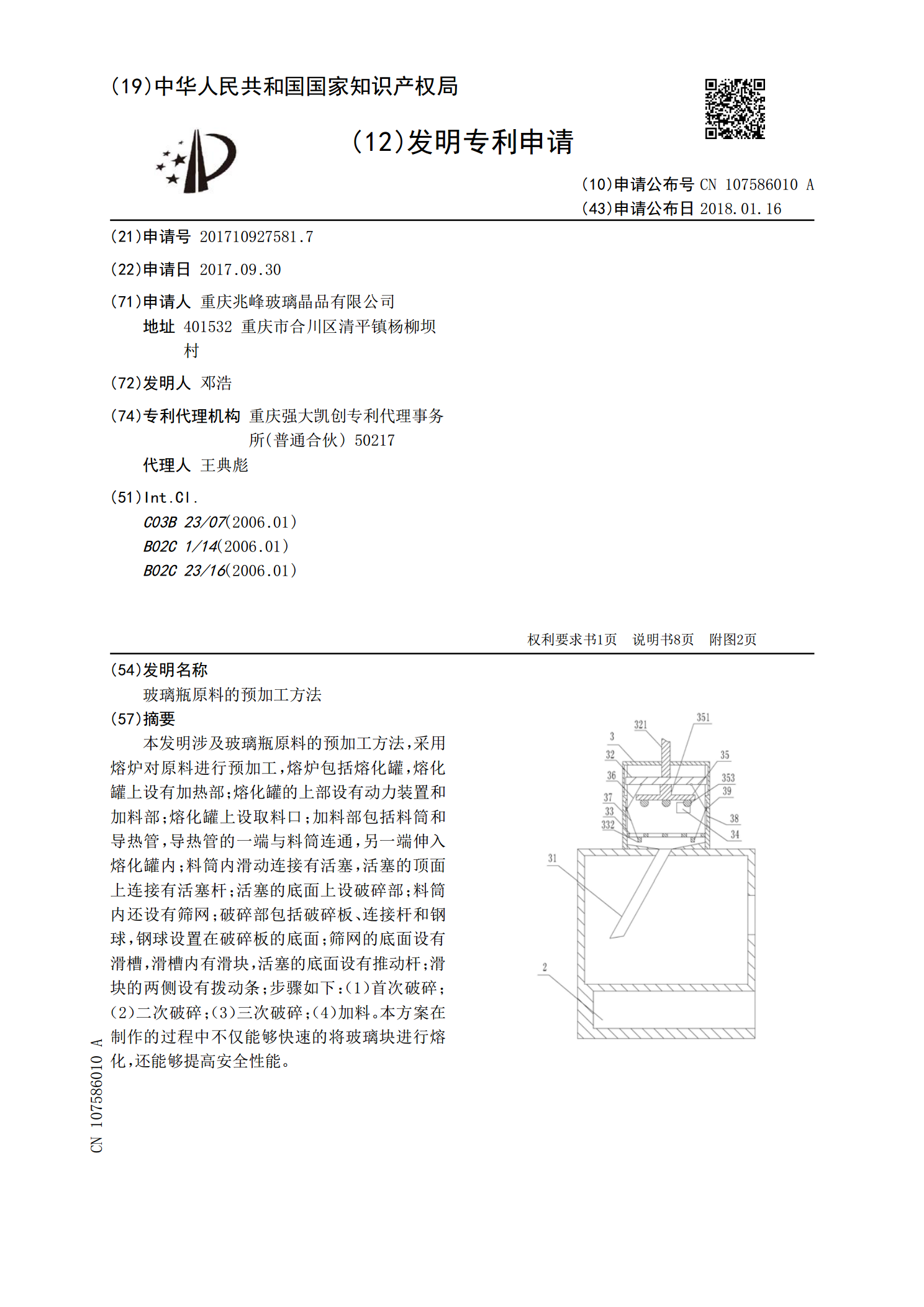
本发明涉及玻璃瓶原料的预加工方法,采用熔炉对原料进行预加工,熔炉包括熔化罐,熔化罐上设有加热部;熔化罐的上部设有动力装置和加料部;熔化罐上设取料口;加料部包括料筒和导热管,导热管的一端与料筒连通,另一端伸入熔化罐内;料筒内滑动连接有活塞,活塞的顶面上连接有活塞杆;活塞的底面上设破碎部;料筒内还设有筛网;破碎部包括破碎板、连接杆和钢球,钢球设置在破碎板的底面;筛网的底面设有滑槽,滑槽内有滑块,活塞的底面设有推动杆;滑块的两侧设有拨动条;步骤如下:(1)首次破碎;(2)二次破碎;(3)三次破碎;(4)加料。本

高精度同轴孔的加工方法.docx
高精度同轴孔的加工方法1.引言在现代机械制造中,同轴孔的加工是非常重要的一种工艺。它在汽车、火车、飞机等交通运输、机械设备等行业中都有广泛的应用。同轴孔的精度对机器设备的质量、使用寿命等方面均有较大影响。本论文将围绕高精度同轴孔的加工方法进行探讨,并提出一些改进措施,为同轴孔的加工提供有益的参考。2.同轴孔加工的基本原理同轴孔的加工是通过旋转加工方法进行的。同轴孔加工主要是将工件的内孔和外面在一个中心轴线上加工出来,使内孔和外孔之间保持高精度、同轴性和垂直度。在同轴孔的加工过程中,需要解决以下几个基本问题