
内螺纹铜管变径旋锻加工方法.pdf

是翠****ng

1/6

2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

内螺纹铜管变径旋锻加工方法.pdf
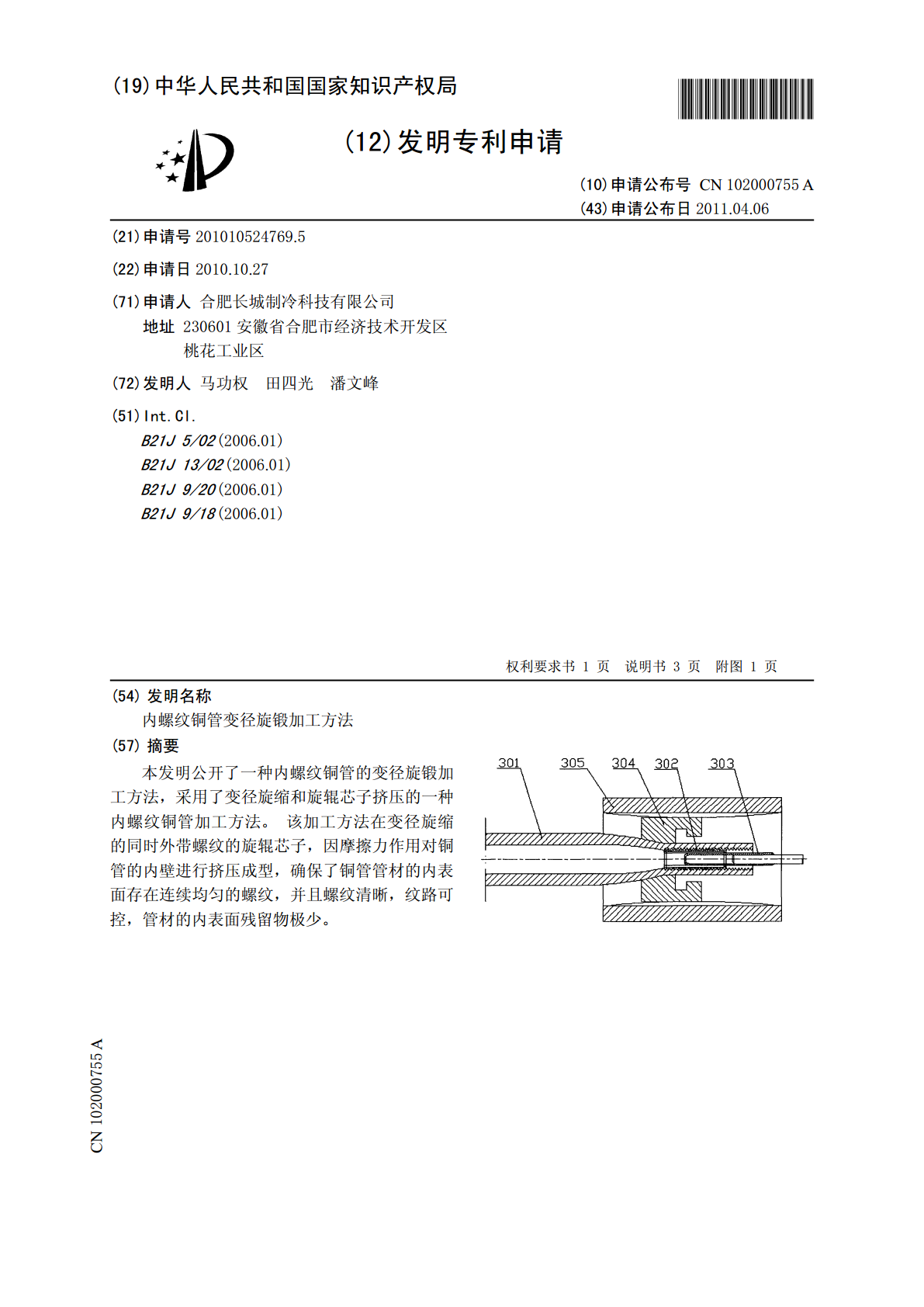
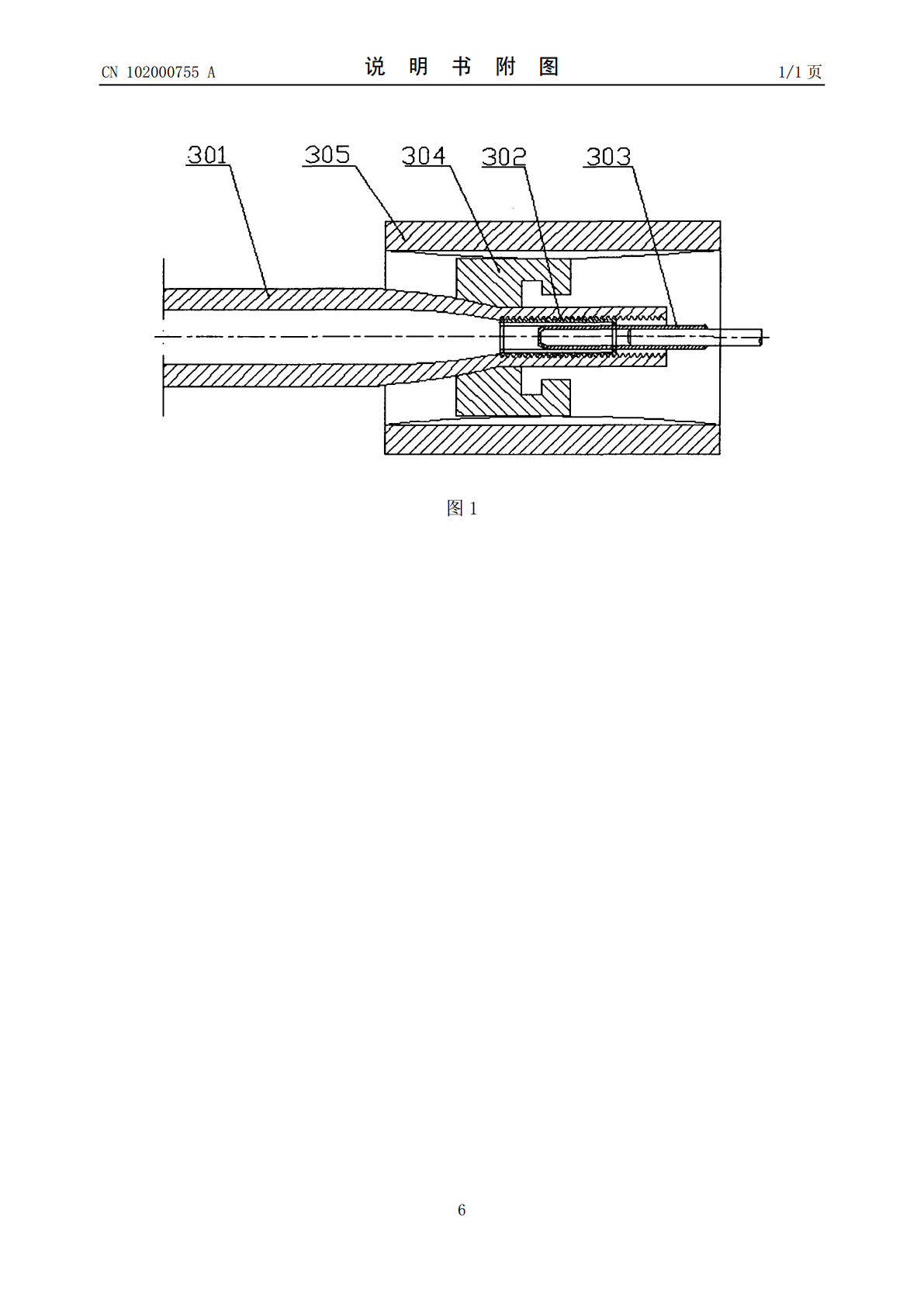
本发明公开了一种内螺纹铜管的变径旋锻加工方法,采用了变径旋缩和旋辊芯子挤压的一种内螺纹铜管加工方法。该加工方法在变径旋缩的同时外带螺纹的旋辊芯子,因摩擦力作用对铜管的内壁进行挤压成型,确保了铜管管材的内表面存在连续均匀的螺纹,并且螺纹清晰,纹路可控,管材的内表面残留物极少。

新型变径旋锻机控制系统的研发.docx
新型变径旋锻机控制系统的研发摘要:本文介绍了一种新型变径旋锻机控制系统的研发,该系统采用了高性能PLC控制器和触摸屏操作界面,实现了自动化控制和人机交互。通过比较实验,证明了该系统在实际应用中具有良好的稳定性和可靠性,能够提高生产效率和产品的质量。关键词:变径旋锻机、控制系统、PLC、触摸屏、自动化控制、人机交互、稳定性、可靠性1.引言变径旋锻机在金属成形加工领域应用广泛。随着工业自动化发展,需要设计一种高效、稳定、可靠的控制系统,提高生产效率和产品的质量。本文介绍了一种新型变径旋锻机控制系统的研发,该系

新型变径旋锻机控制系统的研发.pptx
新型变径旋锻机控制系统的研发目录添加目录项标题新型变径旋锻机控制系统的研发背景传统变径旋锻机控制系统的局限性新型变径旋锻机控制系统研发的必要性新型变径旋锻机控制系统研发的意义新型变径旋锻机控制系统的设计控制系统设计理念控制系统硬件设计控制系统软件设计控制系统功能模块设计新型变径旋锻机控制系统的实现控制系统硬件实现控制系统软件实现控制系统功能模块实现控制系统性能测试新型变径旋锻机控制系统的应用与效果控制系统在生产中的应用情况控制系统对生产效率的提升效果控制系统对产品质量的提升效果控制系统对生产成本的降低效果

新型变径旋锻机控制系统的研发的中期报告.docx
新型变径旋锻机控制系统的研发的中期报告尊敬的领导和评审专家:我是XXX,我作为新型变径旋锻机控制系统研发项目的负责人,现就该项目的中期研究成果向各位领导及评审专家汇报。1.研究背景和研究内容本项目针对传统旋锻机的不足之处,进行了新型变径旋锻机的研究。新型变径旋锻机可以实现材料的变径旋锻加工,提高了旋锻的加工效率和工件的质量稳定性。本项目旨在研发一套新型变径旋锻机控制系统,实现对机器的控制、数据采集和处理。2.研究进展在项目开始后,我们首先对传统旋锻机进行了深入的分析和研究,发现传统旋锻机的瓶颈在于其只能进

新型变径旋锻机控制系统的研发的任务书.docx
新型变径旋锻机控制系统的研发的任务书任务书项目名称:新型变径旋锻机控制系统的研发一、项目背景传统的旋锻机通常采用固定模具来锻造相同直径的工件,而变径旋锻机则具有在一台设备上锻造不同直径工件的能力,因此越来越受到市场的青睐。但是,目前市场上的变径旋锻机控制系统仍然存在一些问题,例如控制精度不高、操作繁琐等。为了满足市场对于变径旋锻机高质量、高效率、低成本的要求,本项目旨在研发一种新型变径旋锻机控制系统,以提高控制精度、简化操作、降低成本,实现变径旋锻机替代传统旋锻机的转型。二、项目目标本项目的主要目标是设计