
高精度内键槽的插削加工方法.pdf

是雁****找我


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高精度内键槽的插削加工方法.pdf
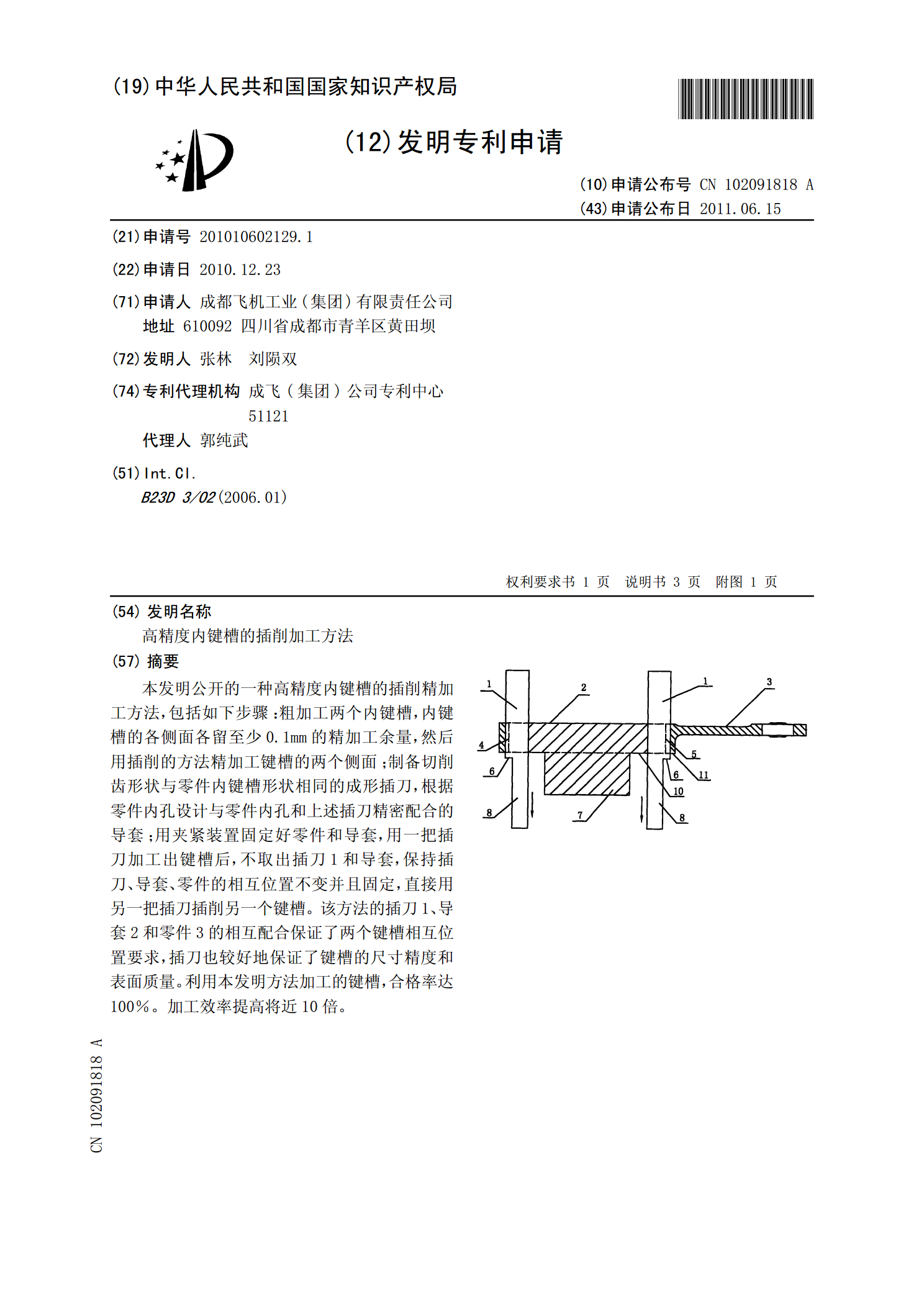
本发明公开的一种高精度内键槽的插削精加工方法,包括如下步骤:粗加工两个内键槽,内键槽的各侧面各留至少0.1mm的精加工余量,然后用插削的方法精加工键槽的两个侧面;制备切削齿形状与零件内键槽形状相同的成形插刀,根据零件内孔设计与零件内孔和上述插刀精密配合的导套;用夹紧装置固定好零件和导套,用一把插刀加工出键槽后,不取出插刀1和导套,保持插刀、导套、零件的相互位置不变并且固定,直接用另一把插刀插削另一个键槽。该方法的插刀1、导套2和零件3的相互配合保证了两个键槽相互位置要求,插刀也较好地保证了键槽的尺寸精度和

基于对称度在线检测及补偿的深孔内键槽插削加工方法研究.docx
基于对称度在线检测及补偿的深孔内键槽插削加工方法研究摘要本文针对深孔内键槽插削加工过程中出现的对称度偏差问题进行研究,提出了一种基于对称度在线检测及补偿的加工方法。首先,介绍了深孔内键槽插削加工的特点和常见的加工误差;然后,阐述了对称度在线检测的原理和方法,并结合实验验证了该方法的有效性;最后,提出了基于对称度在线检测结果的补偿措施,通过实验验证了补偿后加工件对称度偏差明显减小。本文的研究成果为深孔内键槽插削加工提供了一种有效的加工方法和技术支持。关键词:深孔内键槽;对称度;在线检测;补偿一、引言深孔内键

高精度键槽的加工方法.docx
高精度键槽的加工方法高精度键槽的加工方法摘要:高精度键槽的加工是现代工程领域中非常重要的一个加工过程。本论文将探讨高精度键槽加工的方法,包括传统方法和先进的数控加工方法。首先介绍了高精度键槽的定义和应用领域。然后讨论了传统方法中的刨削、冲压和铣削等技术。接下来详细介绍了先进数控加工方法,例如电火花加工、激光加工和立体激光刻蚀等。最后总结了各种方法的优缺点,并展望了未来高精度键槽加工的发展方向。关键词:高精度键槽;加工方法;传统方法;数控加工;电火花加工;激光加工;立体激光刻蚀第一节:引言高精度键槽是一种具

加工高精度键槽简便方法.docx
加工高精度键槽简便方法标题:高精度键槽加工的简便方法摘要:高精度键槽加工是一种常见的加工需求,在许多工业领域中被广泛应用。本文旨在探讨高精度键槽加工的一些简便方法,以提高加工效率和准确性。主要方法包括先进的机械切割技术、计算机辅助加工和精密测量技术。这些方法便于操作,能够在减少加工复杂度的同时确保高精度的加工结果。关键词:高精度键槽加工、先进机械切割技术、计算机辅助加工、精密测量技术。引言:高精度键槽加工是一项非常重要的工艺,广泛应用于机械工程、航空航天、汽车制造等领域。键槽是一种特殊的加工特征,用于连接

小孔内键槽的加工方法.docx
小孔内键槽的加工方法小孔内键槽是机械加工中常见的一种加工结构,它主要是用于连接内部轴或轴孔配合件的结构。对于小孔内键槽的加工方法,可以通过以下几种方法来实现。一、钻孔加工法钻孔加工法是制作小孔内键槽最基本的加工方式,它首先需要使用钻头将孔进行打孔,并确保钻头的直径和长度符合设计要求。接下来,需要通过铰孔器或者卡盘来将钻头的边缘进行切割,形成键槽的形状。在钻孔过程中,需要注意刀具的质量和使用寿命,以及保持钻头的冷却状态,以提高加工效率和产品质量。二、刀具加工法刀具加工法也是一种常见的制作小孔内键槽的方法,它