
一种剖分特大型双列圆柱滚子轴承加工方法.pdf

一条****轩吗


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种剖分特大型双列圆柱滚子轴承加工方法.pdf
一种剖分特大型双列圆柱滚子轴承加工方法,包括下列步骤:步骤一剖分前在车套圈留有可满足工艺要求的磨削小加工余量,套圈须进行至少四次消除加工内应力的回火热处理。步骤二剖分后用砂纸打磨处理线切割后的切口处,使两剖分的半套圈合在一起相吻合,用胶粘合线切割切口处,将两个半套圈粘牢后用夹紧箍固定。步骤三对套圈的滚道和圈面进行磨削加工,滚道和圈面循环磨削,循环次数根据磨削留量确定,每次磨削量尽量少磨,以减少套圈的变形。本发明是最大限度的减小磨削应力,提高了产品质量,避免了加工废品,与传统的加工方法相比,效率提高2倍以上
一种外圈带球形双列圆柱滚子剖分轴承.pdf
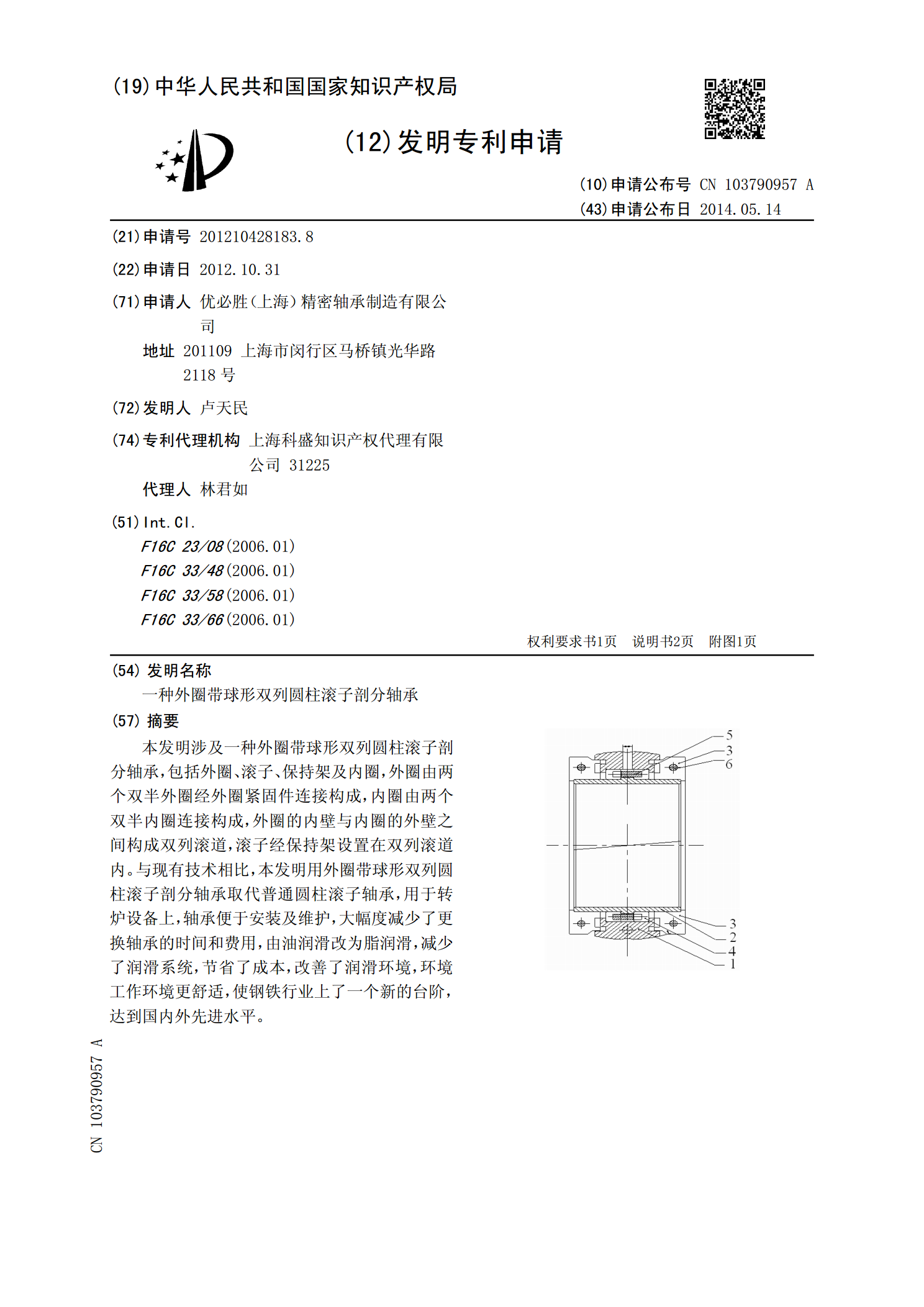
本发明涉及一种外圈带球形双列圆柱滚子剖分轴承,包括外圈、滚子、保持架及内圈,外圈由两个双半外圈经外圈紧固件连接构成,内圈由两个双半内圈连接构成,外圈的内壁与内圈的外壁之间构成双列滚道,滚子经保持架设置在双列滚道内。与现有技术相比,本发明用外圈带球形双列圆柱滚子剖分轴承取代普通圆柱滚子轴承,用于转炉设备上,轴承便于安装及维护,大幅度减少了更换轴承的时间和费用,由油润滑改为脂润滑,减少了润滑系统,节省了成本,改善了润滑环境,环境工作环境更舒适,使钢铁行业上了一个新的台阶,达到国内外先进水平。

某双列圆柱滚子轴承的加工难点与解决方法.docx
某双列圆柱滚子轴承的加工难点与解决方法摘要双列圆柱滚子轴承是机械装置中常用的重要零部件之一,其优良的负载承载能力和较高的可靠性使得其在工业生产中得到广泛的应用。然而,由于其制造难度和工艺要求较高,其加工难度成为制约其稳定生产率的关键因素。本文以某双列圆柱滚子轴承为例,分析其加工难点,探究相应的解决方法。关键词:双列圆柱滚子轴承;加工难点;解决方法引言双列圆柱滚子轴承是一种以滚动摩擦替代滑动摩擦的机械轴承,具有负载承载能力高、工作平稳、使用寿命长等优点。由于其广泛应用于各种工业生产设备中,对其加工质量和制造
一种双列圆柱滚子轴承.pdf
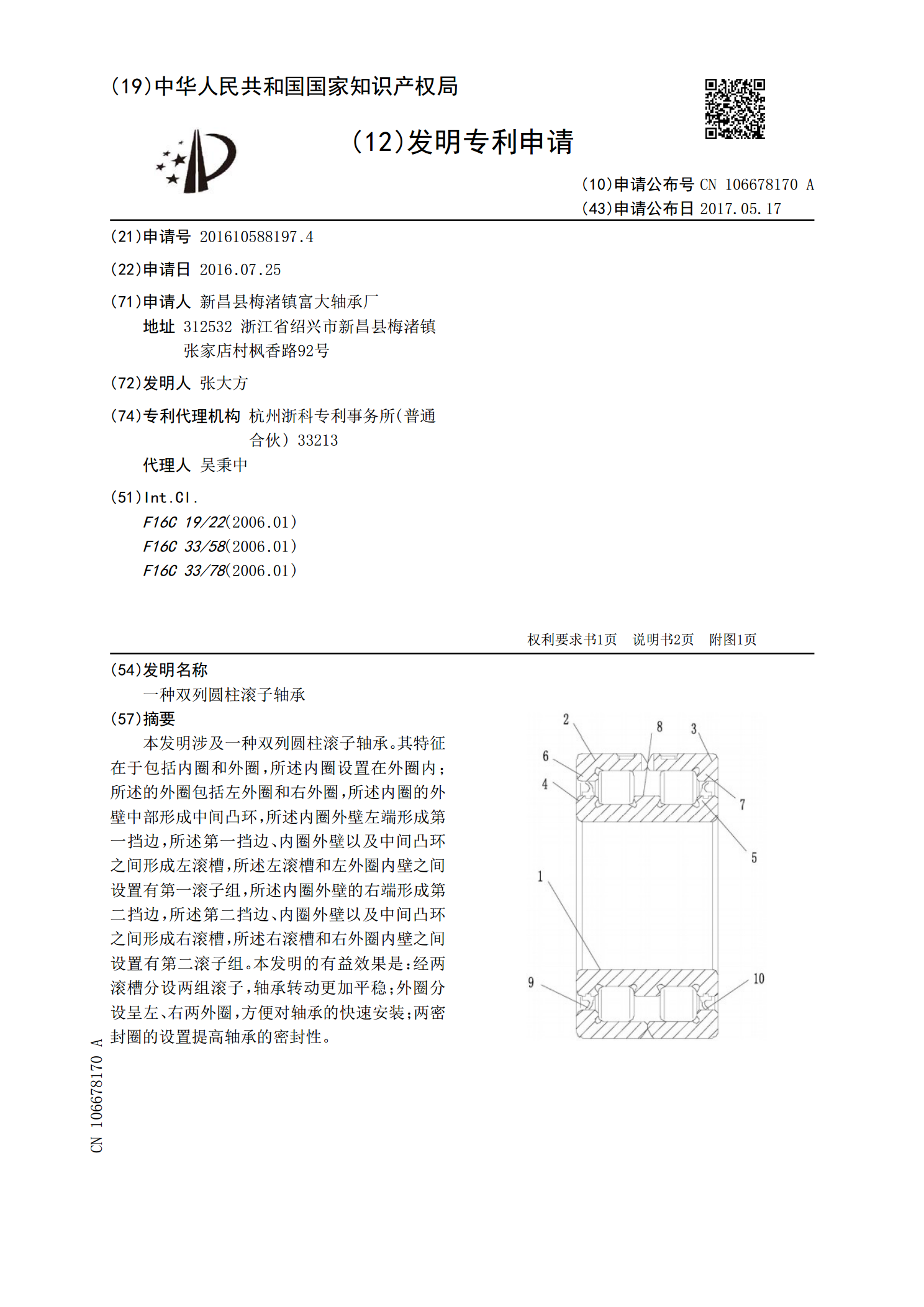
本发明涉及一种双列圆柱滚子轴承。其特征在于包括内圈和外圈,所述内圈设置在外圈内;所述的外圈包括左外圈和右外圈,所述内圈的外壁中部形成中间凸环,所述内圈外壁左端形成第一挡边,所述第一挡边、内圈外壁以及中间凸环之间形成左滚槽,所述左滚槽和左外圈内壁之间设置有第一滚子组,所述内圈外壁的右端形成第二挡边,所述第二挡边、内圈外壁以及中间凸环之间形成右滚槽,所述右滚槽和右外圈内壁之间设置有第二滚子组。本发明的有益效果是:经两滚槽分设两组滚子,轴承转动更加平稳;外圈分设呈左、右两外圈,方便对轴承的快速安装;两密封圈的设
一种双列圆柱滚子轴承的保持架及其加工方法.pdf
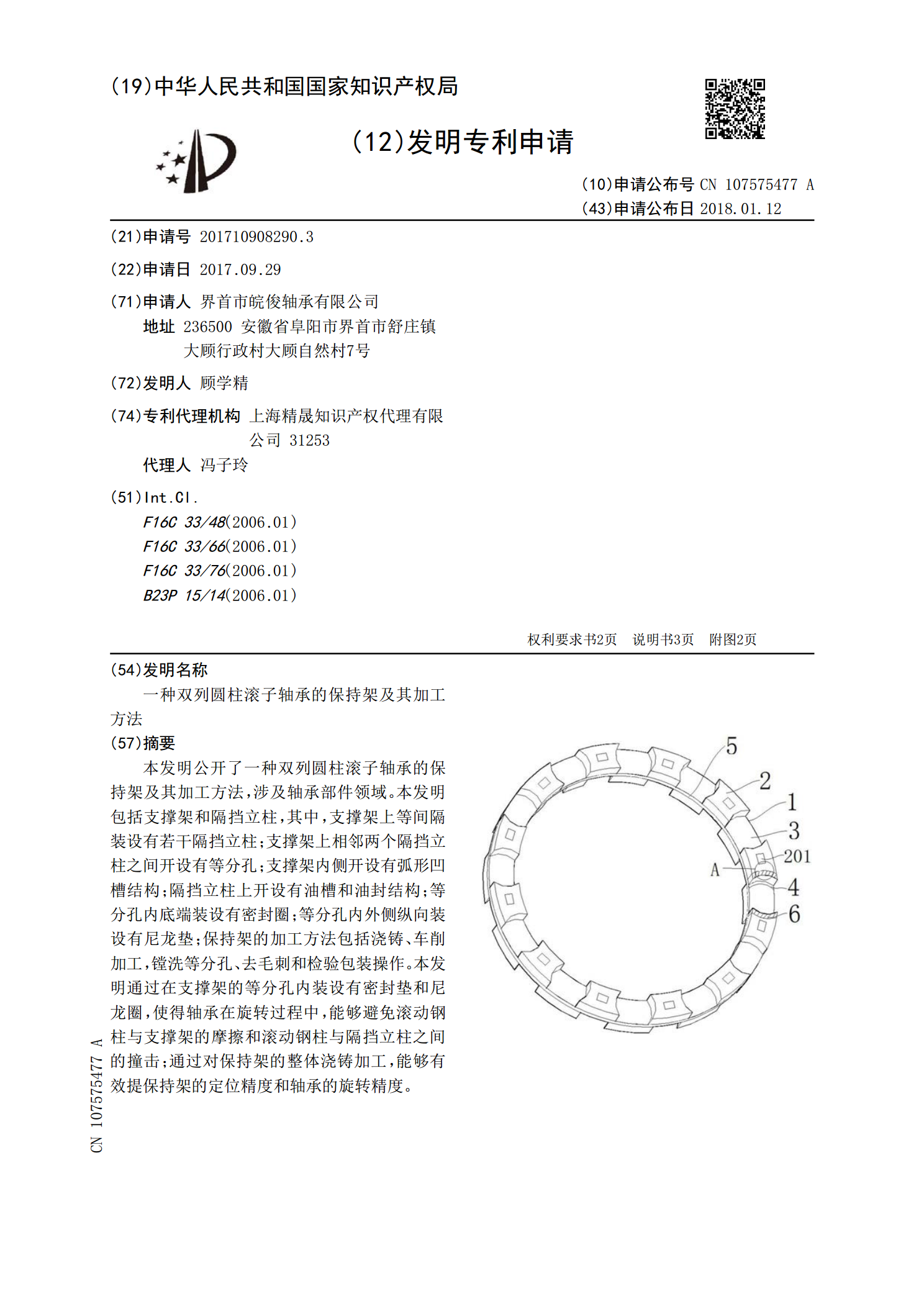
本发明公开了一种双列圆柱滚子轴承的保持架及其加工方法,涉及轴承部件领域。本发明包括支撑架和隔挡立柱,其中,支撑架上等间隔装设有若干隔挡立柱;支撑架上相邻两个隔挡立柱之间开设有等分孔;支撑架内侧开设有弧形凹槽结构;隔挡立柱上开设有油槽和油封结构;等分孔内底端装设有密封圈;等分孔内外侧纵向装设有尼龙垫;保持架的加工方法包括浇铸、车削加工,镗洗等分孔、去毛刺和检验包装操作。本发明通过在支撑架的等分孔内装设有密封垫和尼龙圈,使得轴承在旋转过程中,能够避免滚动钢柱与支撑架的摩擦和滚动钢柱与隔挡立柱之间的撞击;通过对