
一种胶管与接头快速连接方法.pdf

猫巷****奕声


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种胶管与接头快速连接方法.pdf
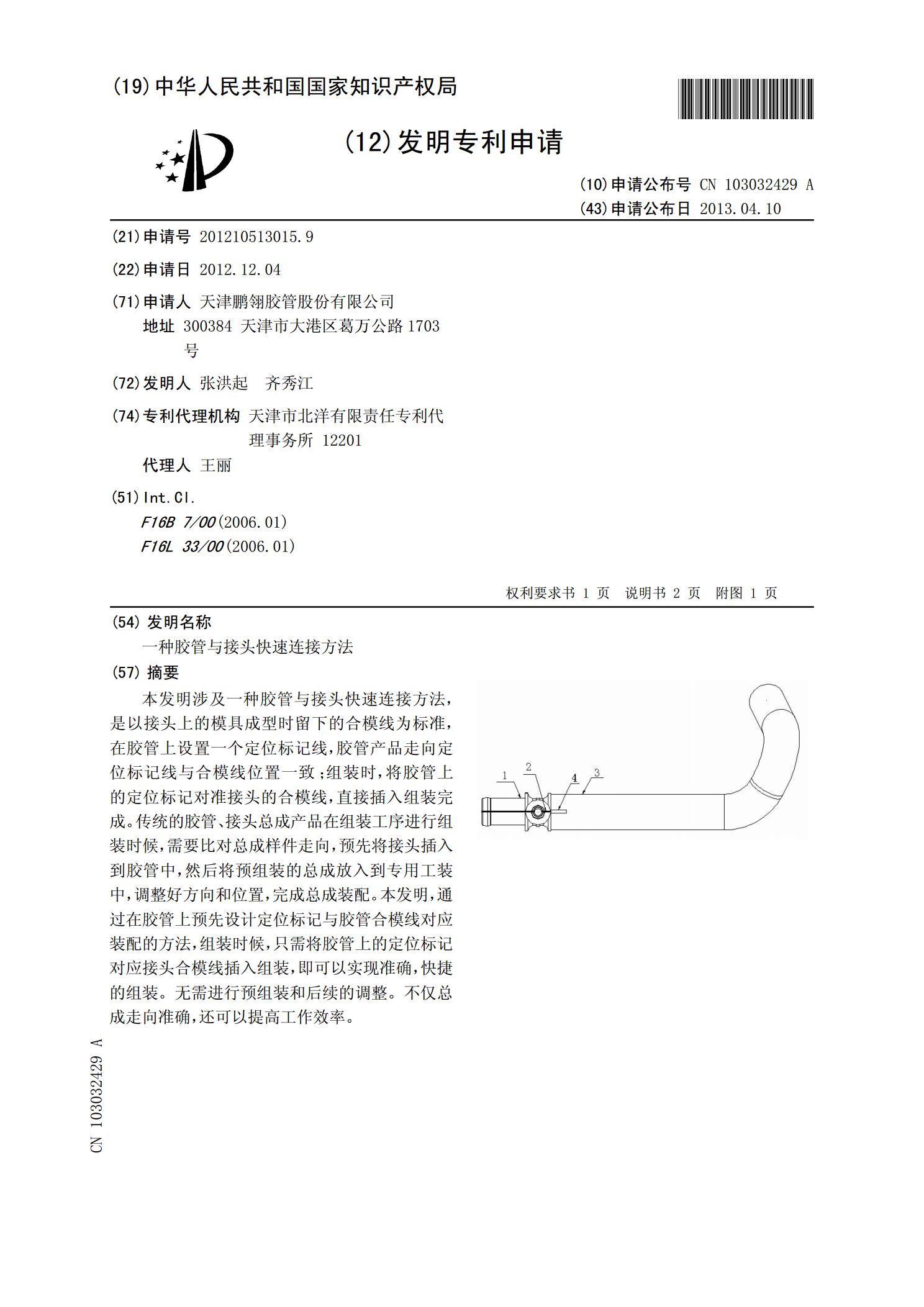
本发明涉及一种胶管与接头快速连接方法,是以接头上的模具成型时留下的合模线为标准,在胶管上设置一个定位标记线,胶管产品走向定位标记线与合模线位置一致;组装时,将胶管上的定位标记对准接头的合模线,直接插入组装完成。传统的胶管、接头总成产品在组装工序进行组装时候,需要比对总成样件走向,预先将接头插入到胶管中,然后将预组装的总成放入到专用工装中,调整好方向和位置,完成总成装配。本发明,通过在胶管上预先设计定位标记与胶管合模线对应装配的方法,组装时候,只需将胶管上的定位标记对应接头合模线插入组装,即可以实现准确,快
快速管件连接头.pdf
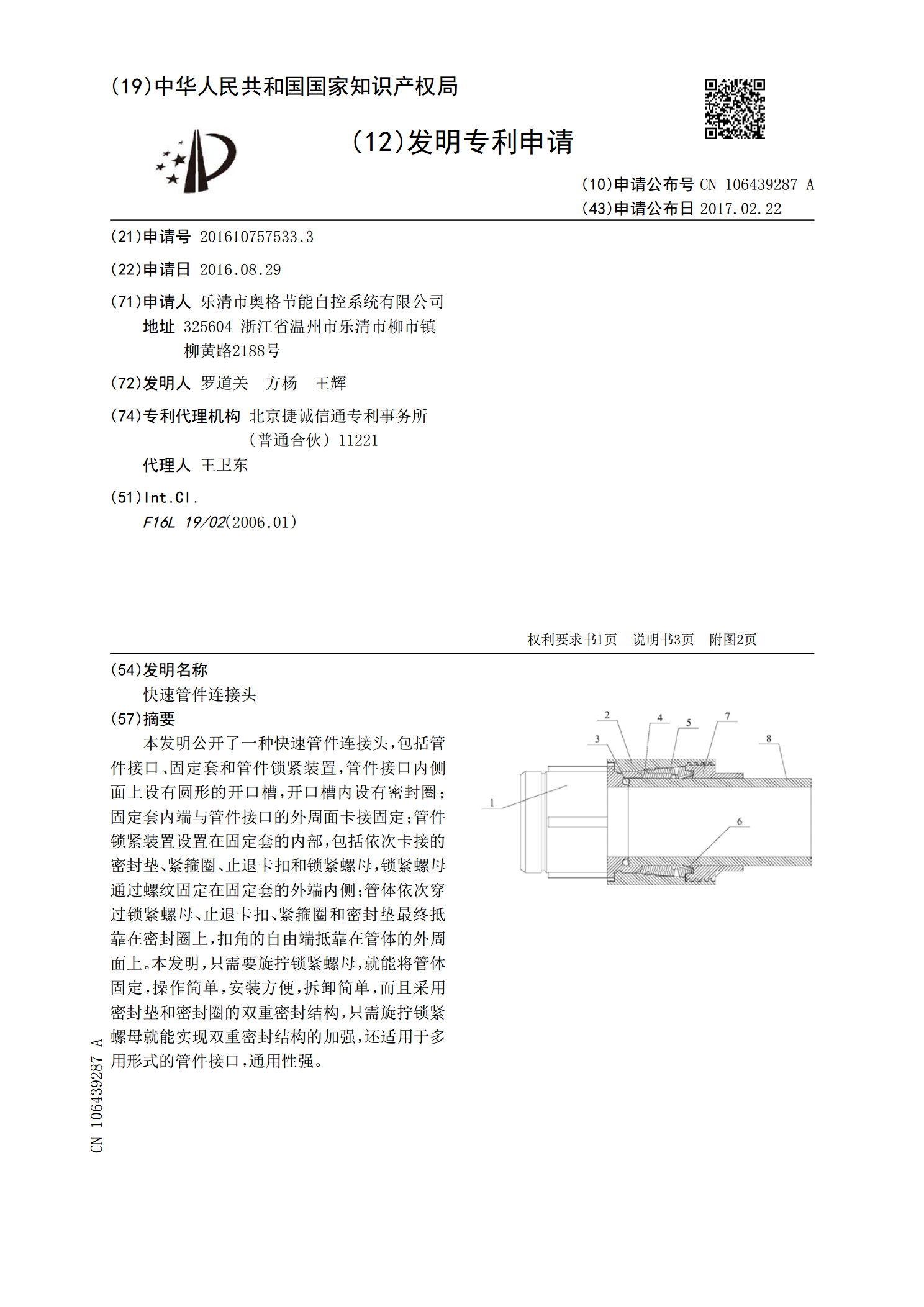
本发明公开了一种快速管件连接头,包括管件接口、固定套和管件锁紧装置,管件接口内侧面上设有圆形的开口槽,开口槽内设有密封圈;固定套内端与管件接口的外周面卡接固定;管件锁紧装置设置在固定套的内部,包括依次卡接的密封垫、紧箍圈、止退卡扣和锁紧螺母,锁紧螺母通过螺纹固定在固定套的外端内侧;管体依次穿过锁紧螺母、止退卡扣、紧箍圈和密封垫最终抵靠在密封圈上,扣角的自由端抵靠在管体的外周面上。本发明,只需要旋拧锁紧螺母,就能将管体固定,操作简单,安装方便,拆卸简单,而且采用密封垫和密封圈的双重密封结构,只需旋拧锁紧螺母
一种螺纹固定快速接头及快速接头与变送器的连接方法.pdf
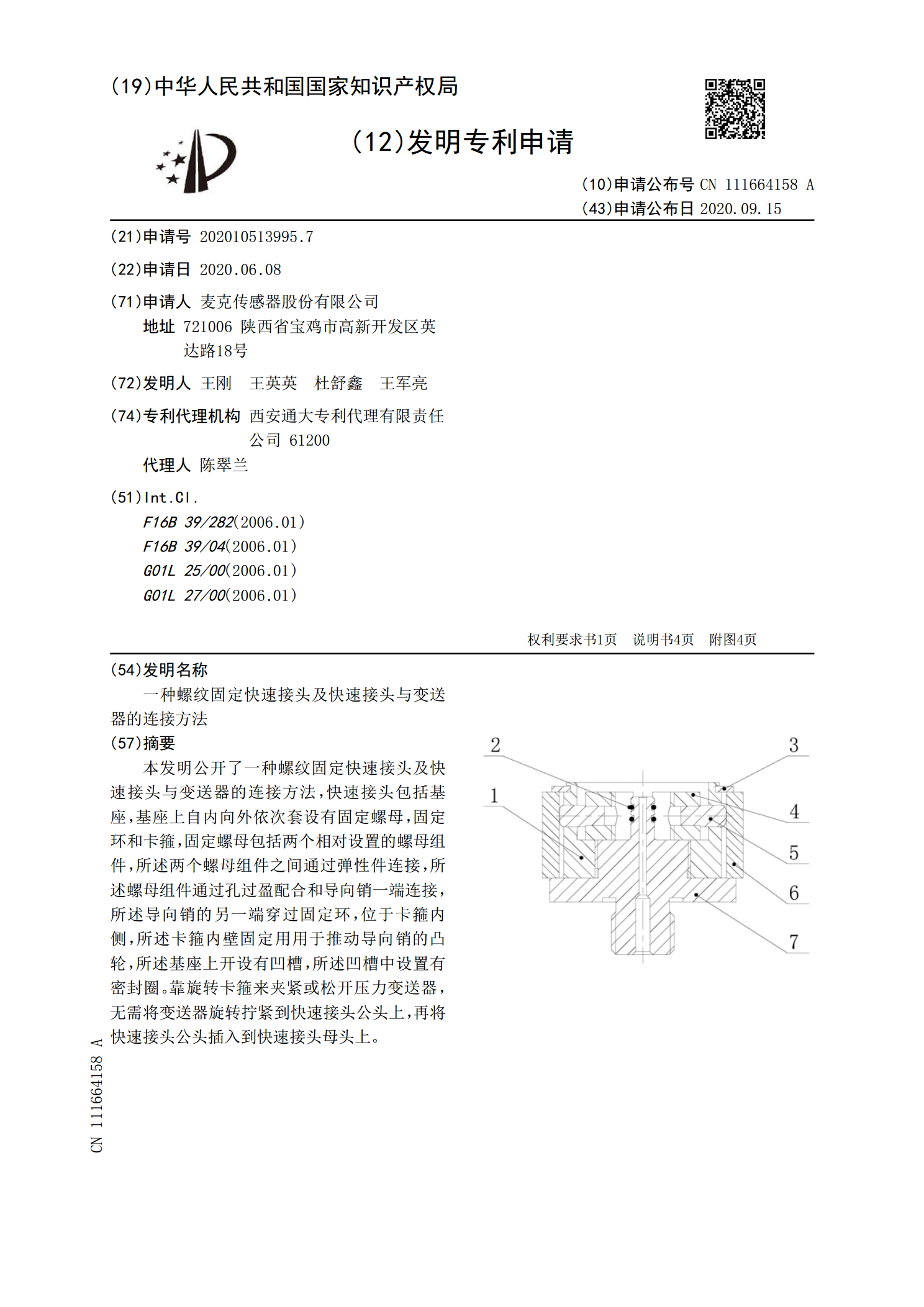
本发明公开了一种螺纹固定快速接头及快速接头与变送器的连接方法,快速接头包括基座,基座上自内向外依次套设有固定螺母,固定环和卡箍,固定螺母包括两个相对设置的螺母组件,所述两个螺母组件之间通过弹性件连接,所述螺母组件通过孔过盈配合和导向销一端连接,所述导向销的另一端穿过固定环,位于卡箍内侧,所述卡箍内壁固定用用于推动导向销的凸轮,所述基座上开设有凹槽,所述凹槽中设置有密封圈。靠旋转卡箍来夹紧或松开压力变送器,无需将变送器旋转拧紧到快速接头公头上,再将快速接头公头插入到快速接头母头上。
快速连接头.pdf
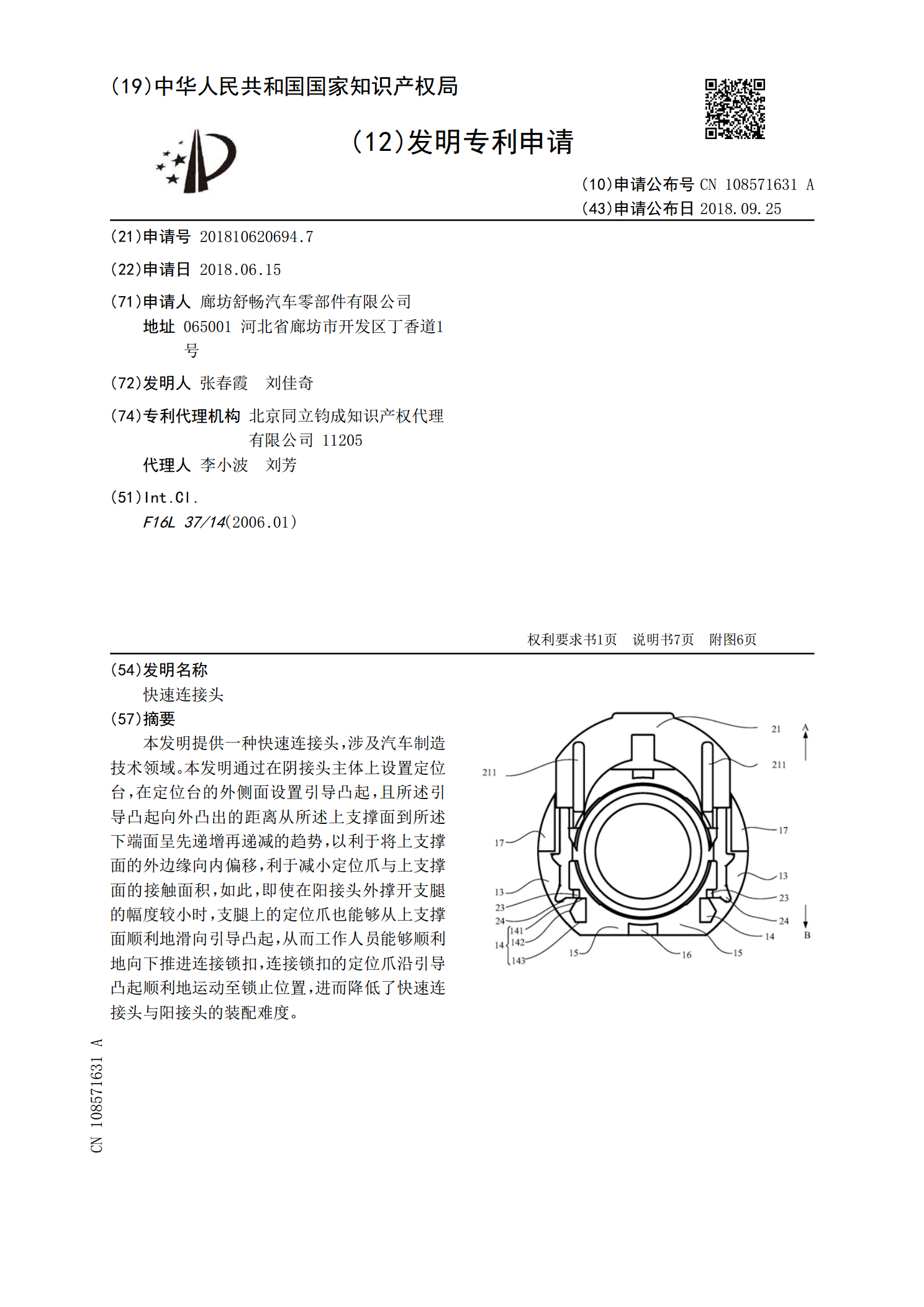
本发明提供一种快速连接头,涉及汽车制造技术领域。本发明通过在阴接头主体上设置定位台,在定位台的外侧面设置引导凸起,且所述引导凸起向外凸出的距离从所述上支撑面到所述下端面呈先递增再递减的趋势,以利于将上支撑面的外边缘向内偏移,利于减小定位爪与上支撑面的接触面积,如此,即使在阳接头外撑开支腿的幅度较小时,支腿上的定位爪也能够从上支撑面顺利地滑向引导凸起,从而工作人员能够顺利地向下推进连接锁扣,连接锁扣的定位爪沿引导凸起顺利地运动至锁止位置,进而降低了快速连接头与阳接头的装配难度。
一种电气连接用快速连接头.pdf
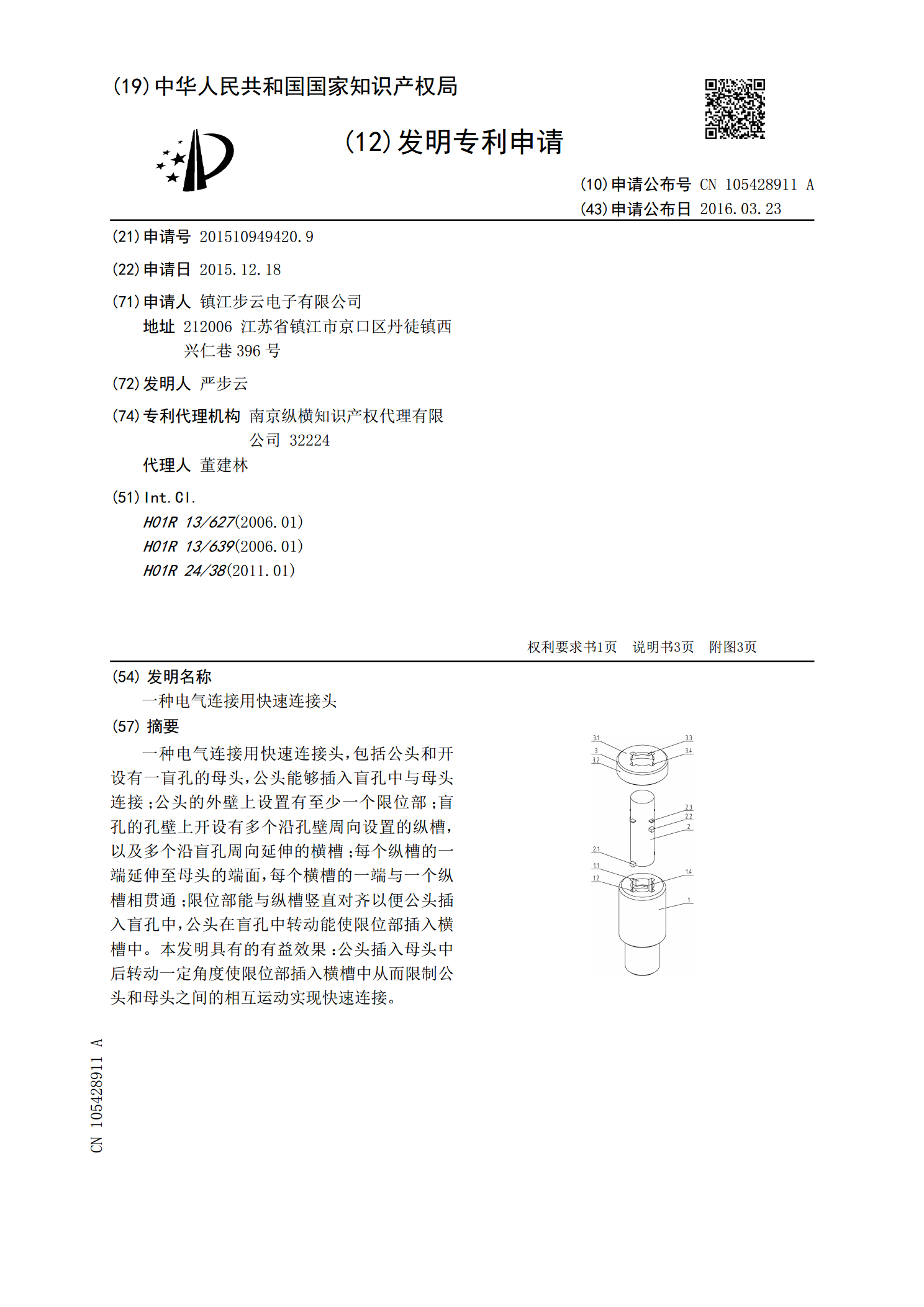
一种电气连接用快速连接头,包括公头和开设有一盲孔的母头,公头能够插入盲孔中与母头连接;公头的外壁上设置有至少一个限位部;盲孔的孔壁上开设有多个沿孔壁周向设置的纵槽,以及多个沿盲孔周向延伸的横槽;每个纵槽的一端延伸至母头的端面,每个横槽的一端与一个纵槽相贯通;限位部能与纵槽竖直对齐以便公头插入盲孔中,公头在盲孔中转动能使限位部插入横槽中。本发明具有的有益效果:公头插入母头中后转动一定角度使限位部插入横槽中从而限制公头和母头之间的相互运动实现快速连接。