
一种长玻璃纤维增强尼龙复合材料及其制备方法.pdf

一只****签网


1/10
2/10
3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种长玻璃纤维增强尼龙复合材料及其制备方法.pdf
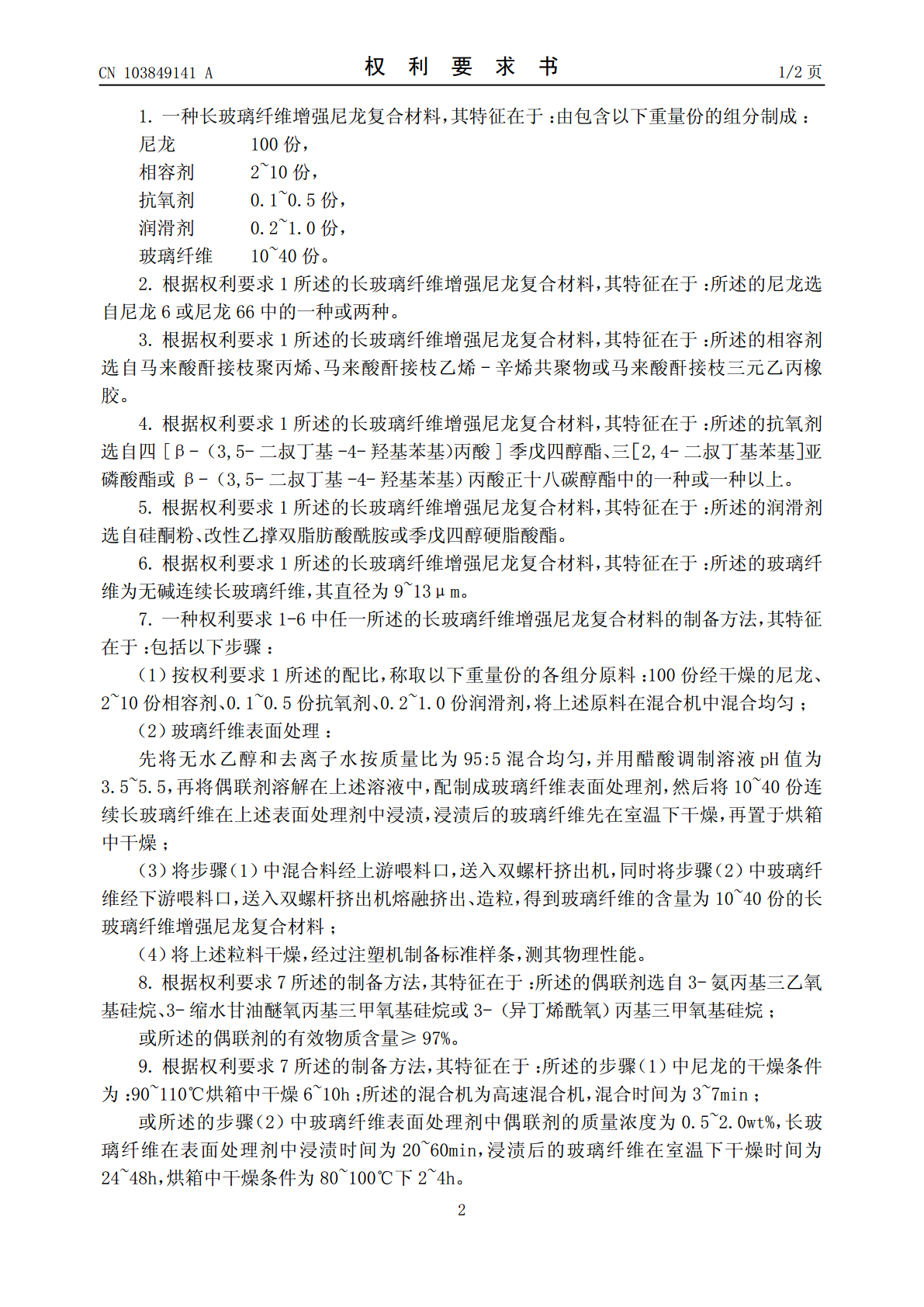
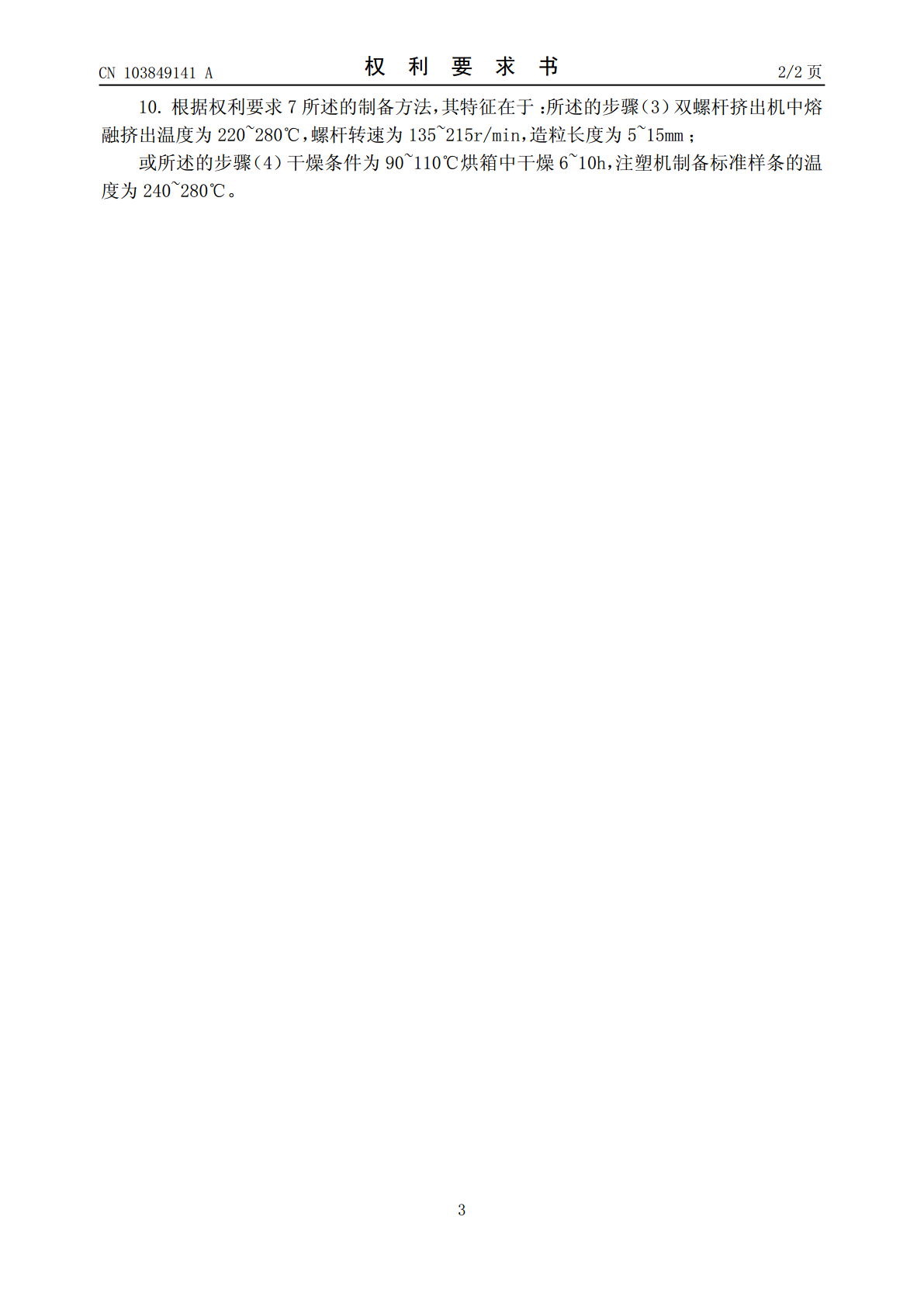
本发明属于高分子复合材料技术领域,涉及一种长玻璃纤维增强尼龙复合材料及其制备方法。该材料由包含以下重量份的组分制成:100份尼龙、2~10份相容剂、0.1~0.5份抗氧剂、0.2~1.0份润滑剂和10~40份玻璃纤维。本发明与短玻纤增强方式相比,可以降低在双螺杆挤出过程中短玻纤与螺杆、料筒的磨损,使得注塑制品中所保留的最小纤维长度大,从而制备性能更优的玻纤增强尼龙复合材料,拓宽了其在汽车、电器、机械和军工等领域内的应用。
一种玻璃纤维增强的尼龙复合材料以及制备方法.pdf
本发明公开了一种玻璃纤维增强的尼龙复合材料以及制备方法,包括以下物质组分按照重量份分为:尼龙66,110‑130份;长玻璃纤维(直径10μm),50‑80份;增韧剂,15‑25份;阻燃剂,10‑15份;所述尼龙66由己二胺和己二酸制成尼龙66盐水溶液,在通过缩聚反应制备出尼龙66。本发明控制同向双螺杆挤出机螺杆转速,可使玻璃纤维在尼龙66内分散均匀,得到阻燃剂质量高,挤出不断条的改性尼龙复合材料,进一步提升改性尼龙复合材料的阻燃和机械性能,另外,达到水槽内冷却水容积恒定,保证冷却停留时间不变,冷却效果强,

一种快速吸水玻璃纤维增强尼龙6复合材料及其制备方法.pdf
本发明公开了一种快速吸水玻璃纤维增强尼龙6复合材料,由以下重量百分比的原料组成:尼龙6树脂50~89%,短切玻璃纤维10~50%,超支化聚酰胺酯0.1~3%,其他助剂0.1~10%。本发明具有以下有益效果:1)通过超支化聚酰胺酯来促使注塑件快速达到水平衡状态,减少后期吸水变形,提高零部件装配舒适度,同时还能提高复合材料的流动性。2)本发明所述的快速吸水玻璃纤维增强尼龙6复合材料加工性能好,刚性高,表观好。
一种长玻纤增强尼龙复合材料及其制备方法和应用.pdf
本发明涉及高分子材料技术领域的一种长玻纤增强尼龙复合材料及其制备方法和应用。所述的长玻纤增强尼龙复合材料,包含重量份数计的以下组分:尼龙,100重量份;分散气相二氧化硅的马来酸酐?苯乙烯交替共聚物微球,1~40重量份;相容剂,3~30重量份;玻璃纤维,30~60重量份。这所述尼龙增强复合材料具有更高综合力学性能,更好的尺寸稳定性,更低吸水率,在汽汽车制造、机械工业、文体用品、家电领域有广泛应用前景。

一种碳纤维增强尼龙复合材料及其制备方法.pdf
本发明公开了一种碳纤维增强尼龙复合材料及其制备方法。所述碳纤维增强尼龙复合材料按重量百分比算,包括如下组分:尼龙树脂50%~75%;助剂0%~10%;碳纤维20%~40%;碳纤维增强尼龙复合材料中,碳纤维保留长度及其分布按重量百分比算,包括如下组分:小于1200um15%~25%;1200um~1800um65%~75%;大于1800um5%~10%。制备得到的碳纤维增强尼龙复合材料刚性增强的同时具有优异的抗冲击性能,达到刚韧平衡,增加了尼龙材料的适用性和实用性。