
电连接器制造方法.pdf

丹烟****魔王


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

电连接器及电连接器端子的制造方法.pdf
本发明公开了一种端子的制造方法,包括:步骤a.通过不同的金属板材成型出分开的导电体和金属件,在导电体的基部上成型前后贯穿的第一通槽,自基部一端弯折延伸形成弹臂及自基部另一端延伸形成导接部,在金属件上成型前后贯穿的第二通槽;步骤b.将金属件固定于基部,且每一第一通槽的其中一部分向后连通第二通槽,基部后侧的板面部分向后显露于第二通槽;步骤c.电镀导电体和金属件,从而形成端子;步骤d.冲洗端子,并加以干燥。将上述结构且电镀后形成的端子组装入绝缘本体而构成电连接器。如此设置第一通槽与第二通槽,便于端子在电镀之后有

电连接器制造方法.pdf
一种电连接器制造方法,包括如下步骤:a:将金属板材冲压成若干组由料带连接在一起的端子组,每组端子组之间留有较小的缝隙;b:将所述由料带连接在一起的若干组端子组分别切下;c:提供一个载具,并将所述切下的每个端子组铆接于所述载具上进行成型制造,所述铆接于载具上的若干端子组之间留有足够的空隙;本发明的电连接器制造方法可大大节约贵重金属板材。
电连接器及其制造方法.pdf
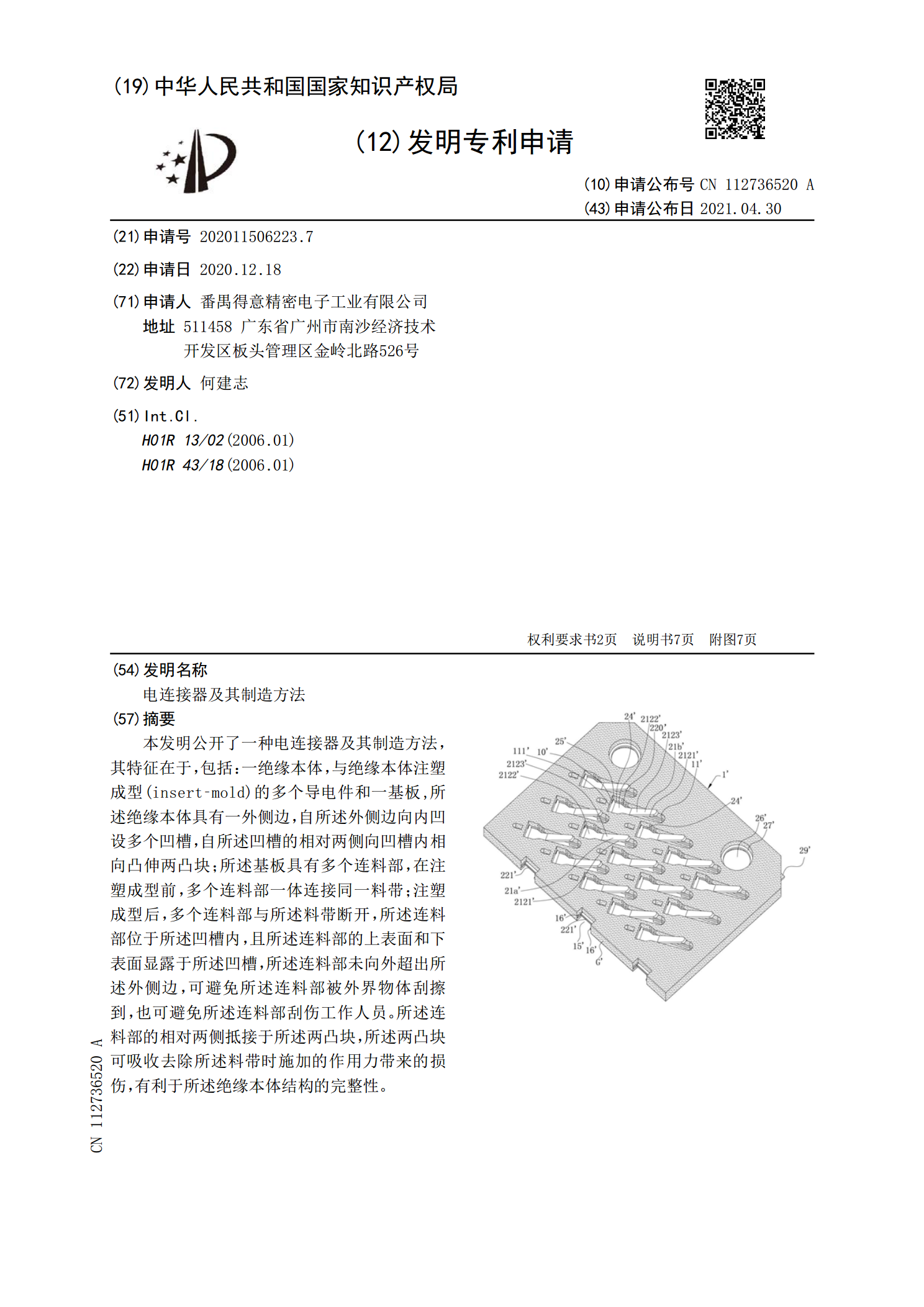
本发明公开了一种电连接器及其制造方法,其特征在于,包括:一绝缘本体,与绝缘本体注塑成型(insert‑mold)的多个导电件和一基板,所述绝缘本体具有一外侧边,自所述外侧边向内凹设多个凹槽,自所述凹槽的相对两侧向凹槽内相向凸伸两凸块;所述基板具有多个连料部,在注塑成型前,多个连料部一体连接同一料带;注塑成型后,多个连料部与所述料带断开,所述连料部位于所述凹槽内,且所述连料部的上表面和下表面显露于所述凹槽,所述连料部未向外超出所述外侧边,可避免所述连料部被外界物体刮擦到,也可避免所述连料部刮伤工作人员。所述

电连接器及其制造方法.pdf
一种电连接器,包括绝缘本体及收容于所述绝缘本体的若干导电端子,所述绝缘本体包括基部及自位于所述基部前端的舌板,所述导电端子包括固持于所述基部的固持部、自所述固持部向前延伸形成的暴露于所述舌板的表面的接触部及自所述固持部向后延伸出的焊接部,所述绝缘本体由第一材料及吸水率较第一材料低的第二材料构成,所述第一材料的强度高于所述第二材料,所述舌板在相邻的接触部之间由所述第二材料构成。藉由将导电端子相邻的接触部之间舌板由吸水率低的第二材料构成,并且通过强度高的第一材料来保证绝缘本体强度,使得相邻导电端子的接触部之间

2XN型的网络电连接器及其制造方法.pdf
一种2XN型的网络电连接器及其制造方法,其设有向水平横向对齐并向前开口的两排网线插口,所述网线插口呈上下对齐的多对布置,并用以竖直安装于主板上,所述网络电连接器包括设有两排网线收容口的绝缘本体、及收容于绝缘本体并用以将网线插头连接至主板的连接组件,所述上下对齐的一对网线插口对应的两连接组件共同固定于一塑胶座,形成端子插件,所述端子插件整体插装于绝缘本体。相对现有技术,本发明将相邻两对网线插口的连接组件固定于一塑胶座,形成结构稳定的端子插件,使结构简单,组装方便,相对用电路板来固定相邻两对网线插口的四个连接