
一种外观焊点保护装置.pdf

一吃****瀚文


1/7

2/7

3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种外观焊点保护装置.pdf
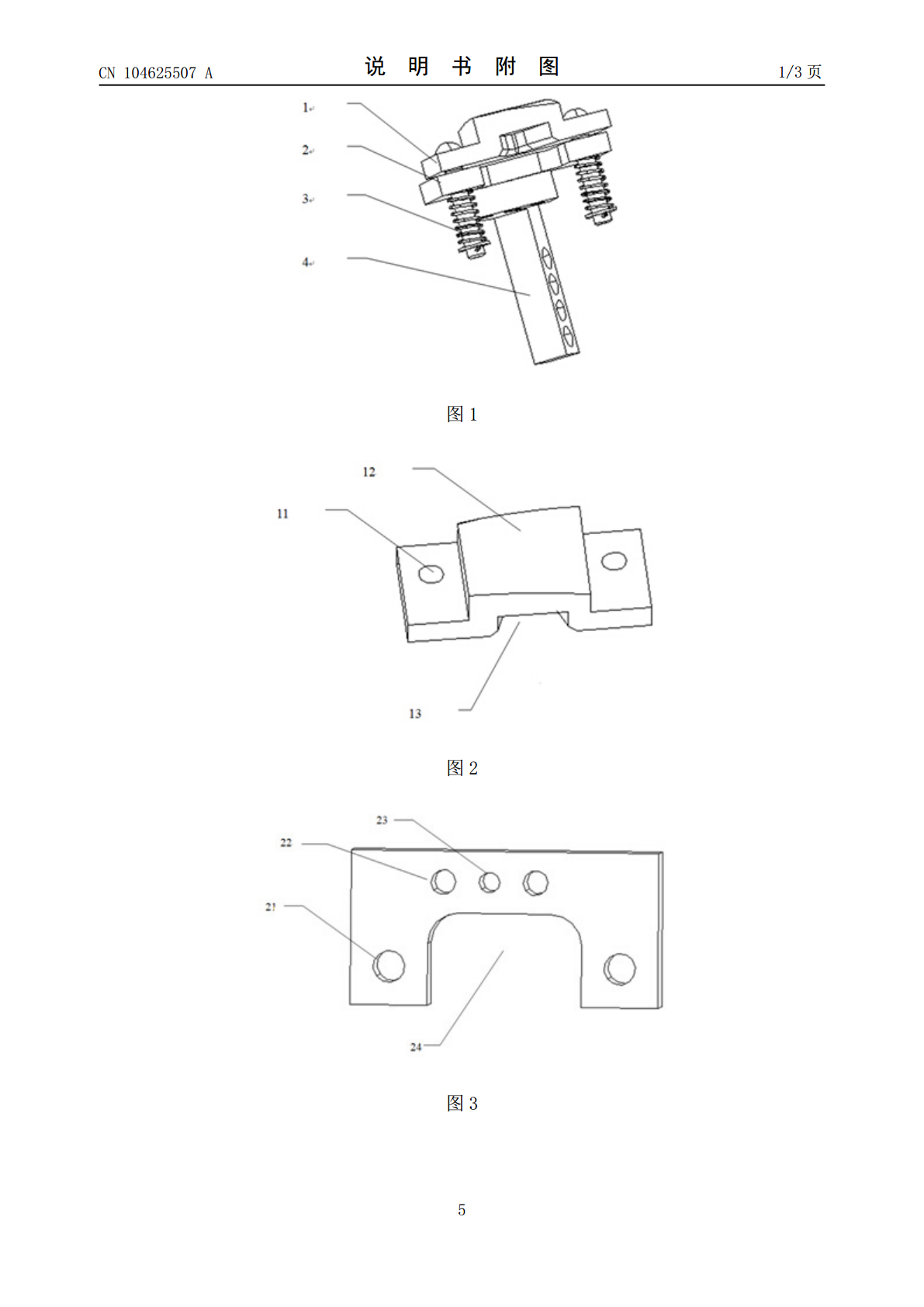
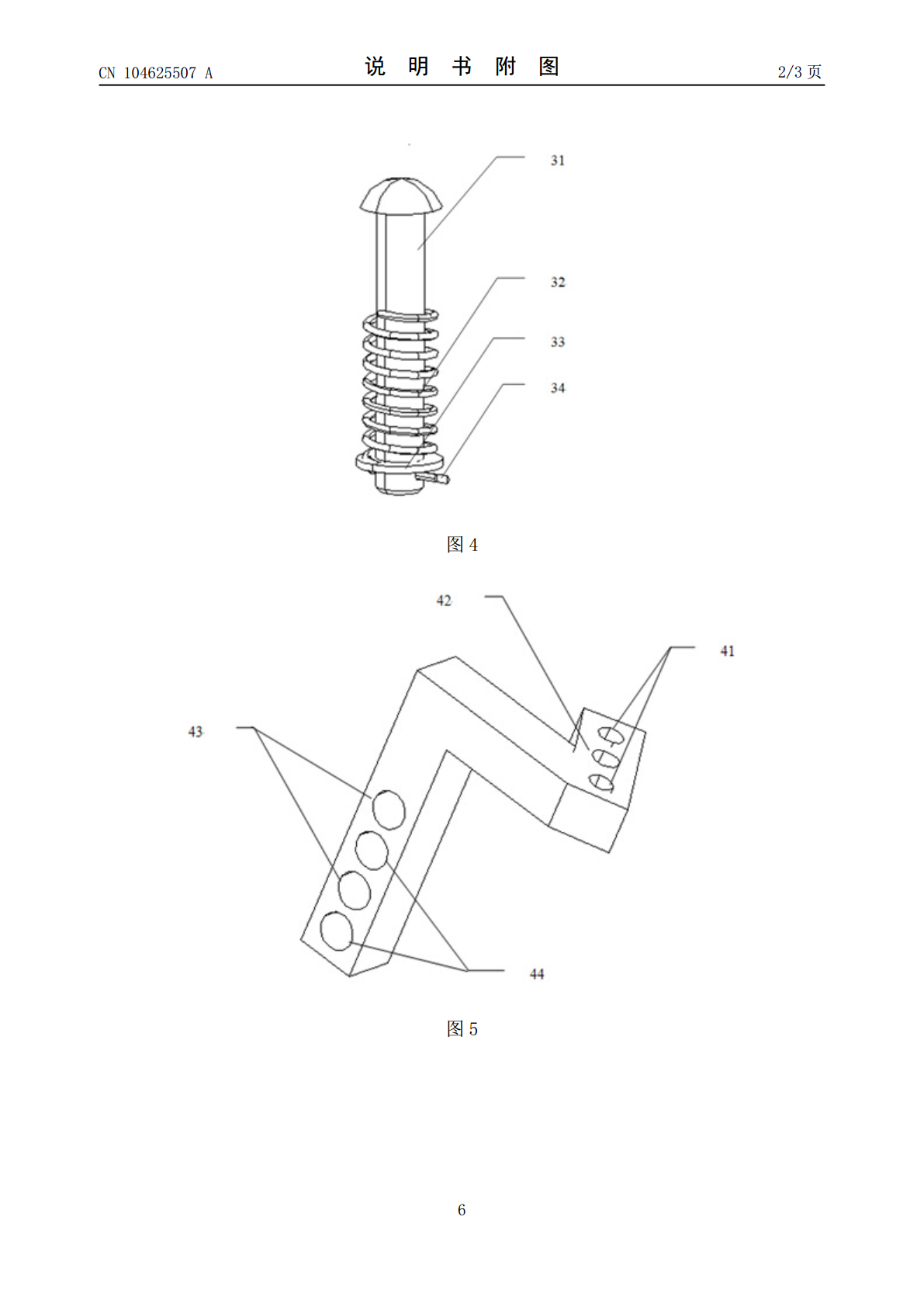
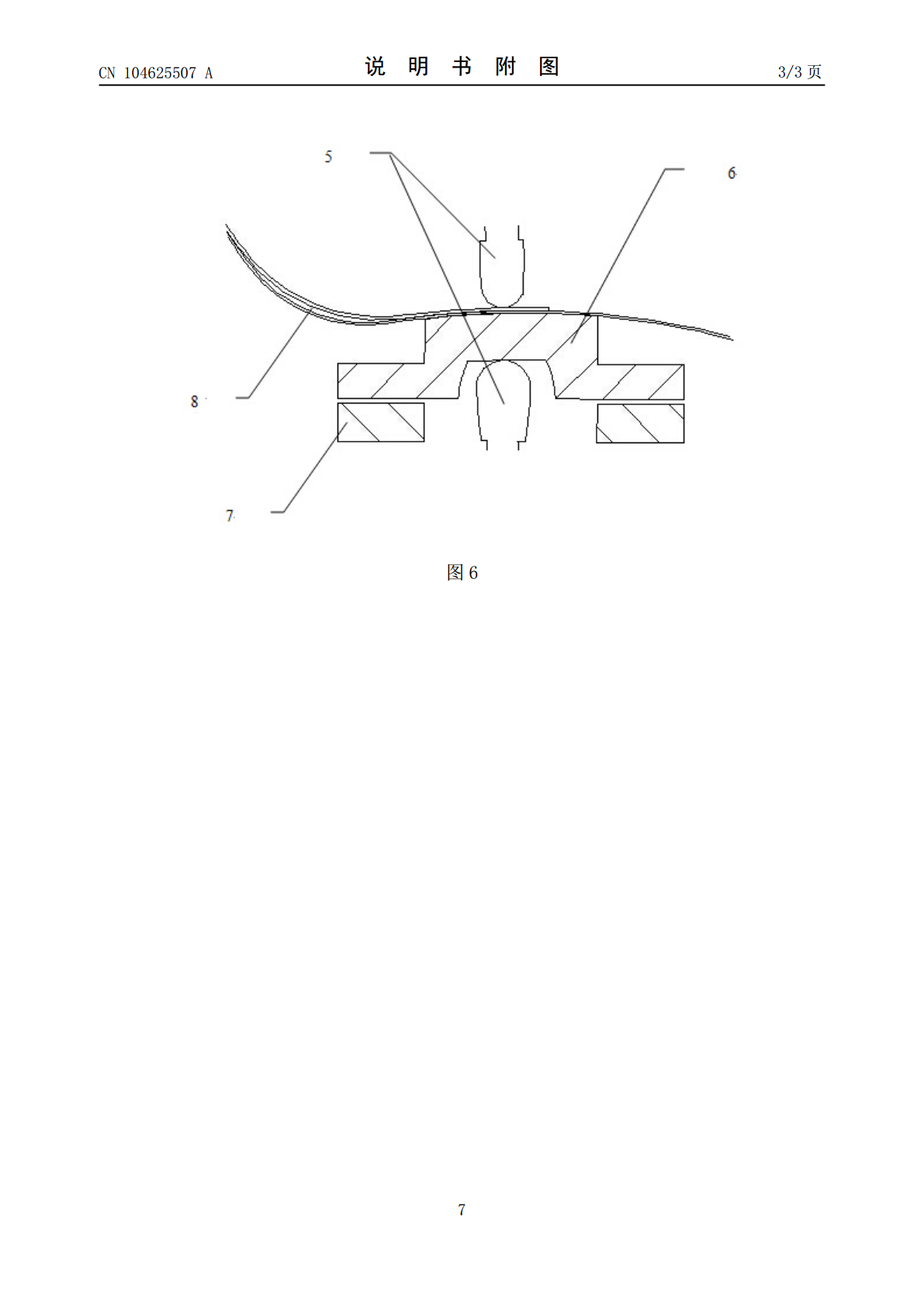
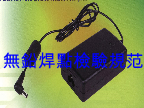
本发明提出一种外观焊点保护装置,包括保护铜垫、连接板、带弹簧式导向销以及支撑座。所述保护铜垫为几字型,顶面为与钣金型面贴合的钣金接触面,与顶面对应的底面是焊钳电极接触面,所述焊钳电极接触面与钣金型面相近;保护铜垫两端与连接板通过带弹簧式导向销连接;连接板为平放的门型结构,门型的两边与保护铜垫两端连接,中间留出焊钳避让通道,连接板的门顶边与支撑座连接,支撑座上有与夹具连接固定的紧固螺栓连接过孔,用于将整个装置固定到夹具上。本发明通过受保护面一侧电极优先与保护铜垫接触,保护铜垫再与钣金直接接触。因保护铜垫与钣

一种基于AI的焊点外观检测方法.pdf
本发明公开了一种基于AI的焊点外观检测方法,包括以下步骤:A:对合格标准件进行三维模型重建,提取合格焊点的三维信息,获取合格标准件的若干幅焊点图像并进行多曝光图像融合,对融合的图像进行预处理,消除噪声和干扰,获得焊点特征图像,并向AI检测服务器推送图像,将图像存储至计算机中;B:通过AI算法对合格焊点图像进行计算处理,对合格焊点图像进行筛分分类。本发明解决了现有的焊点检测技术精度低,图像处理方法大都只停留在二维平面处理阶段,检测图像的对比度低,很容易遗漏掉存在不合格焊点的焊件,使得残次品率提高,同时根据采
PCBA外观--无铅焊点检验标准.pptx
無鉛焊點檢驗規范冷焊影響性焊點壽命較短容易於使用一段時間後開始產生焊接不良之現象導致功能失效。補救處置1.排除焊接時之震動來源。2.檢查線腳及焊墊之氧化狀況如氧化過於嚴重可事先Dip去除氧化。3.調整焊接速度加長潤焊時間。針孔影響性外觀不良且焊點強度較差。補救處置1.PWB過爐前以80~100℃烘烤2~3小時。2.嚴格要求PWB在任何時間任何人都不得以手觸碰PWB表面以避免污染。3.變更零件腳成型方式避免Coating落於孔內或察看孔徑與線徑之搭配是否有

PCBA外观--无铅焊点检验标准.pptx
無鉛焊點檢驗規范冷焊影響性焊點壽命較短容易於使用一段時間後開始產生焊接不良之現象導致功能失效。補救處置1.排除焊接時之震動來源。2.檢查線腳及焊墊之氧化狀況如氧化過於嚴重可事先Dip去除氧化。3.調整焊接速度加長潤焊時間。針孔影響性外觀不良且焊點強度較差。補救處置1.PWB過爐前以80~100℃烘烤2~3小時。2.嚴格要求PWB在任何時間任何人都不得以手觸碰PWB表面以避免污染。3.變更零件腳成型方式避免Coating落於孔內或察看孔徑與線徑之搭配是否有

汽车外观焊点品质要求和控制方法.docx
汽车外观焊点品质要求和控制方法汽车外观焊点品质要求和控制方法摘要:汽车外观焊点的品质对于汽车的安全和外观质量具有重要影响。本文主要针对汽车外观焊点的品质要求和控制方法进行研究。通过综合分析相关文献和实践经验,总结了汽车外观焊点品质的关键要求,包括焊点的密实度、外观质量和持久性。此外,文章介绍了几种常见的焊接方法及其在汽车外观焊点控制中的应用,包括电阻焊、激光焊和摩擦焊。最后,本文还就如何提高汽车外观焊点品质进行了探讨,包括焊接工艺控制、焊接参数优化和焊接材料选择等方面的内容。关键词:汽车外观焊点、品质要求