
软包锂电池组焊接工艺、其阶梯定位装置及其制造电池组.pdf

睿德****找我


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

软包锂电池组焊接工艺、其阶梯定位装置及其制造电池组.pdf
本发明公开了软包锂电池组焊接工艺、其阶梯定位装置及其制造电池组,通过把单体电池放在阶梯定位装置上,对极耳进行超声波点焊,使单体电池串联起来形成电池组,使得位置低的单体锂电池的极耳在焊点下方形成预留极耳,使得电池组在点焊过程中出现过焊、焊断、焊接歪斜等异常时,将单体电池拆解下来,重新作为新的锂电池组中最后一个焊接的单体锂电池使用,降低了单体电池的报废率,提高了产品合格率;采用阶梯定位装置,避免了平行并列焊接过程中的正、负极接触短路问题,提高了电池组安全性能。

电池组焊接工艺.pdf
本发明公开一种电池组焊接工艺,包括:把电池组根据产品的设计工艺和连接要求进行成型,并固定电池组;根据确定的焊接类型及电池组的结构特点,确定焊接工艺参数;选定并装配连接铝汇流排;根据电芯的选用规格,和铝汇流排的连接方式,将焊接在电芯和铝汇流排的接触部分进行设计镂空,留出预设的焊接范围;留出焊接区域和焊接宽度;根据预设的焊接要求,调试焊接机并结合焊接夹具进行点对点焊接。本发明方案优化了产品的焊接工艺,降低了焊接机的总体功率,降低了大中功率电池组连接片的焊接点厚度,保证了大中功率电池组产品的焊接牢固度和可靠性,

电池组件用壳体及其制造方法、电池组件及其制造方法.pdf
本发明所提供的电池组件用壳体既能确保阻燃性又能形成薄壁部,并且使电池组件用壳体的形状不受限制。所述电池组件用壳体包括第1壳体构成部(21)以及具有与该第1壳体构成部(21)接合的部位的第2壳体构成部(22)。通过第1壳体构成部(21)与第2壳体构成部(22)的彼此接合形成电池收纳空间。第1壳体构成部(21)及第2壳体构成部(22)分别具备采用阻燃性树脂膜而构成的第1树脂部(25),以及留出第1树脂部(25)的指定部位在该第1树脂部(25)的与所述指定部位不同的部位将树脂与该第1树脂部一体成型的第2树脂部(
一种软包电池组.pdf
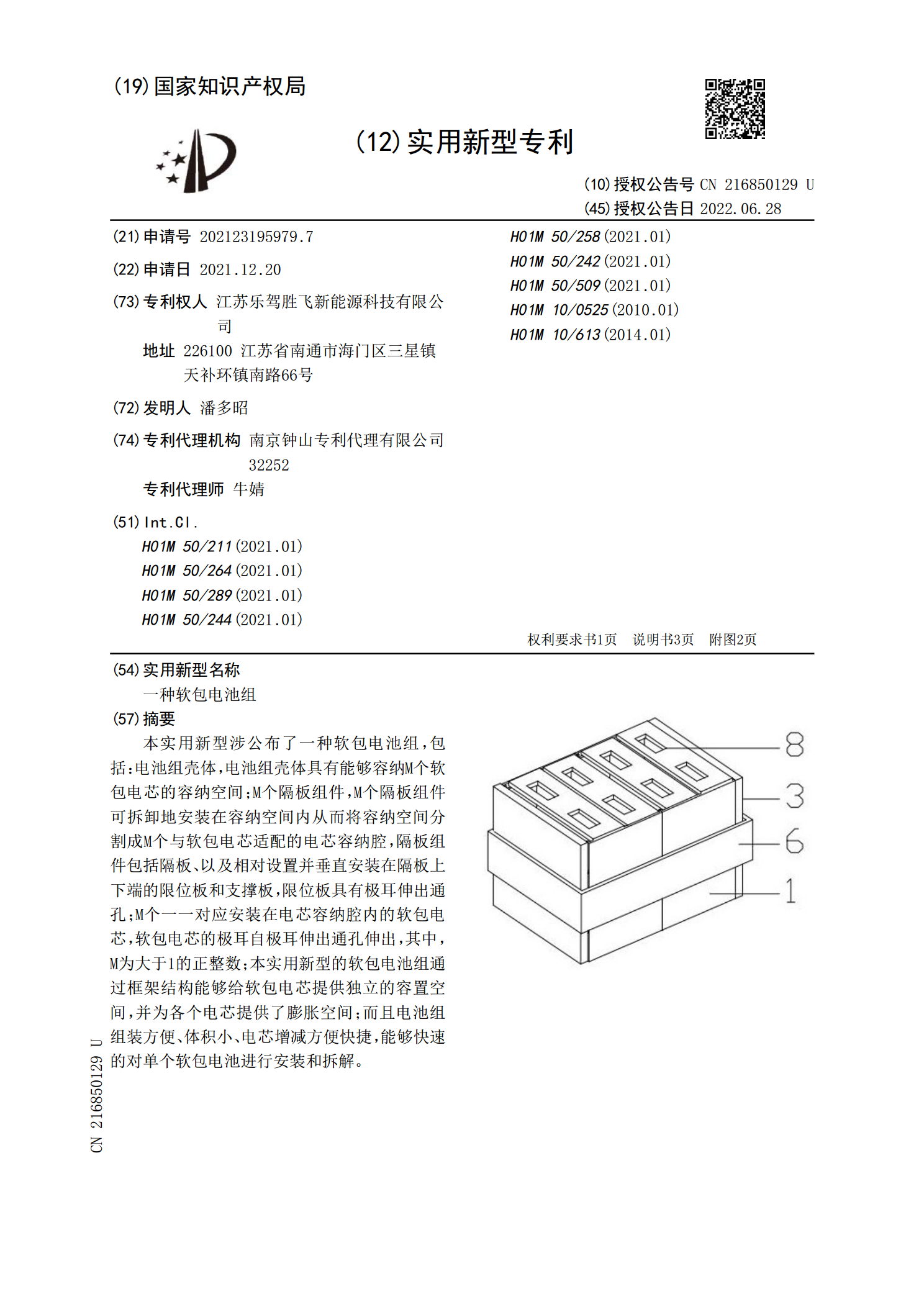
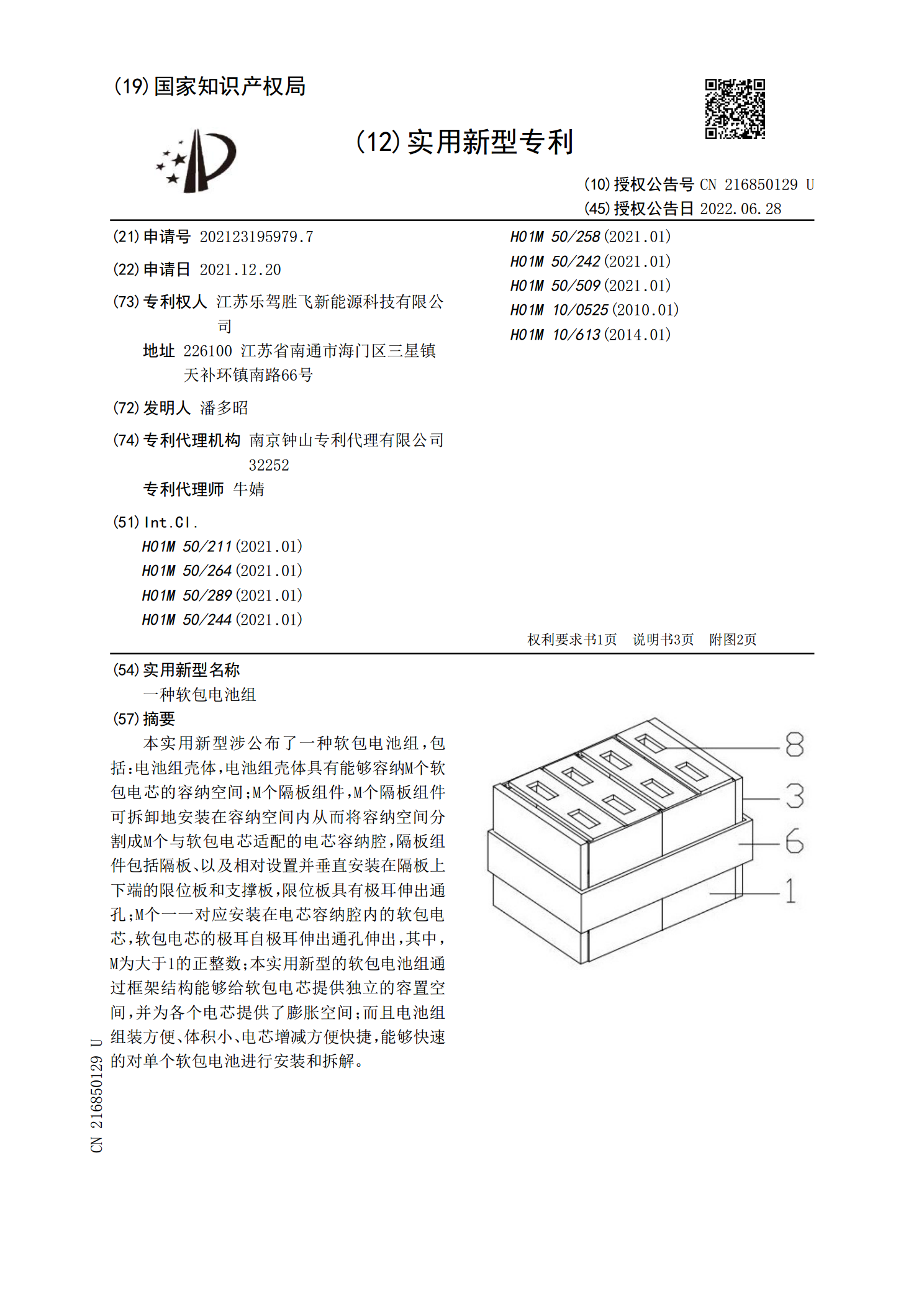
本实用新型涉公布了一种软包电池组,包括:电池组壳体,电池组壳体具有能够容纳M个软包电芯的容纳空间;M个隔板组件,M个隔板组件可拆卸地安装在容纳空间内从而将容纳空间分割成M个与软包电芯适配的电芯容纳腔,隔板组件包括隔板、以及相对设置并垂直安装在隔板上下端的限位板和支撑板,限位板具有极耳伸出通孔;M个一一对应安装在电芯容纳腔内的软包电芯,软包电芯的极耳自极耳伸出通孔伸出,其中,M为大于1的正整数;本实用新型的软包电池组通过框架结构能够给软包电芯提供独立的容置空间,并为各个电芯提供了膨胀空间;而且电池组组装方便
一种软包电池组.pdf
本实用新型涉公布了一种软包电池组,包括:电池组壳体,电池组壳体具有能够容纳M个软包电芯的容纳空间;M个隔板组件,M个隔板组件可拆卸地安装在容纳空间内从而将容纳空间分割成M个与软包电芯适配的电芯容纳腔,隔板组件包括隔板、以及相对设置并垂直安装在隔板上下端的限位板和支撑板,限位板具有极耳伸出通孔;M个一一对应安装在电芯容纳腔内的软包电芯,软包电芯的极耳自极耳伸出通孔伸出,其中,M为大于1的正整数;本实用新型的软包电池组通过框架结构能够给软包电芯提供独立的容置空间,并为各个电芯提供了膨胀空间;而且电池组组装方便