
重型刮板输送机中部槽修复工艺.docx

一吃****昕靓


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
重型刮板输送机中部槽修复工艺.docx
重型刮板输送机中部槽修复工艺【摘要】中部槽是刮板输送机的机身主要构件它既是刮板链的运行通道又是采煤机的运行轨道故工作阻力大摩损十分严重须进行定期维修保证较高强度和较好的耐磨性。针对SGZ630/150中双链重型刮板输送机中部槽的焊接要求本文从理论上分析了耐磨低合金结构钢(NM360)与槽帮ZG30SiMn之间的焊接工艺要求在焊前准备、焊接工艺、焊后焊接变形的预防措施等方面提出了合理的工艺方法并从实践上论证了焊接工艺方法的可行性从而保证了中部槽良好的焊接机械性能。【

矿用刮板输送机中部槽的焊接修复技术与工艺研究.docx
矿用刮板输送机中部槽的焊接修复技术与工艺研究矿用刮板输送机是一种广泛应用于矿山、冶金、建材等行业的大型物料输送设备。在矿用刮板输送机中,中部槽是起到承载和传输物料的重要部件。然而,由于长期的工作环境和物料的磨损,中部槽常常会出现焊接断裂、磨损掉皮等问题,影响了刮板输送机的正常运行和使用寿命。因此,对矿用刮板输送机中部槽的焊接修复技术与工艺进行研究和改进具有重要意义。在矿用刮板输送机中部槽的焊接修复技术研究中,首先需要对中部槽的组成和结构进行分析。中部槽一般由钢板焊接而成,具有一定的强度和刚性。其次,需要对

刮板输送机中部槽的等离子弧增材修复工艺.docx
刮板输送机中部槽的等离子弧增材修复工艺刮板输送机是一种常用的物料输送设备,广泛应用于矿山、冶金、煤炭等行业。由于长时间的使用,刮板输送机中的部件常会因磨损、腐蚀等原因而受损,影响设备的正常运行。因此,寻找一种有效的修复工艺,能够提高刮板输送机中部槽的耐磨性和使用寿命,具有重要的实际意义。等离子弧增材修复技术是一种先进的材料修复方法,其前身是电弧焊接技术。它将经过特殊处理的粉末喷焊材料带电粒子以等离子的形式喷射到被修复物体的表面,在高温下熔化并与基体材料融合,形成增材层,以修复被磨损或受损的部位。这种修复方
刮板输送机中部槽.pdf
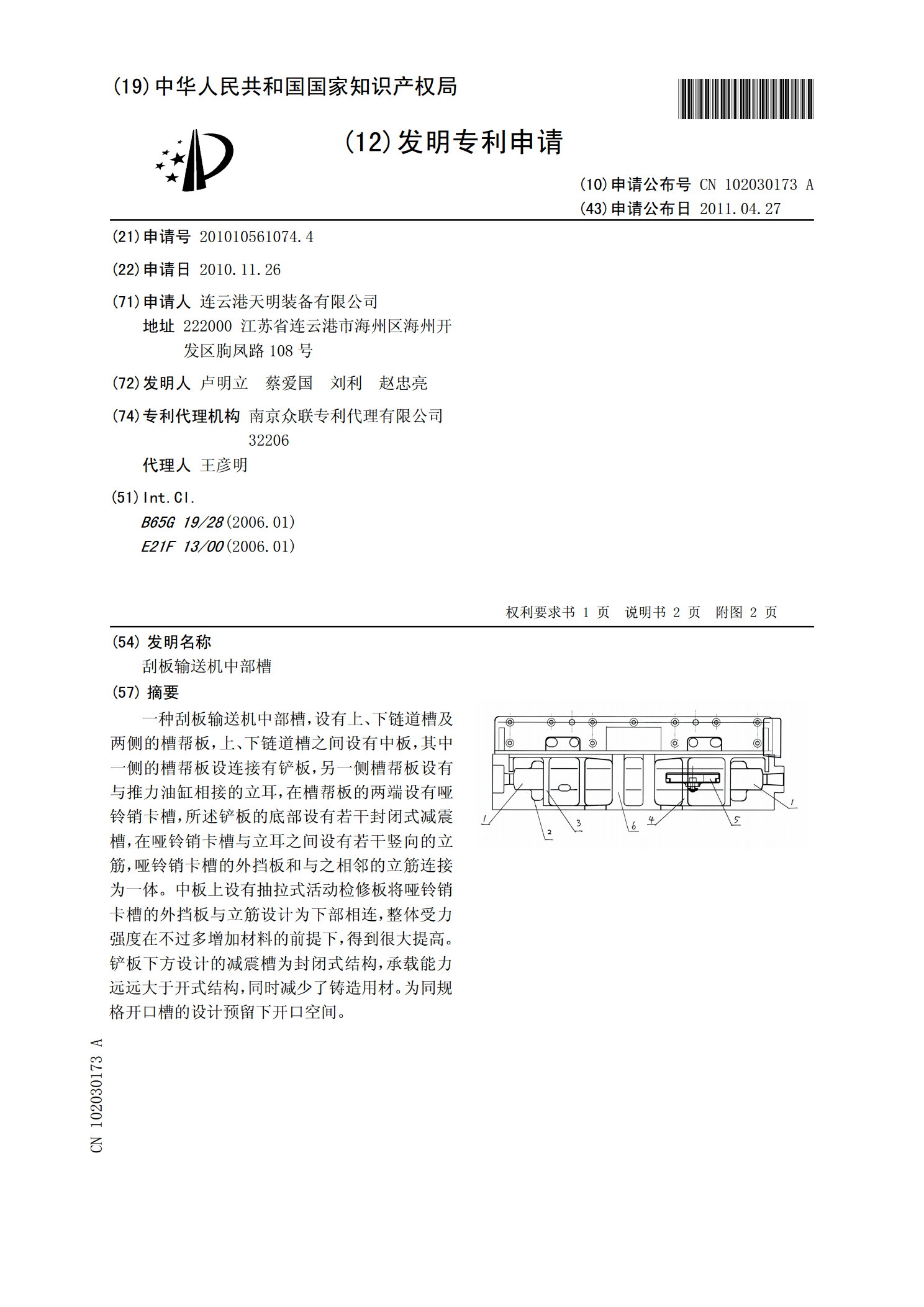
一种刮板输送机中部槽,设有上、下链道槽及两侧的槽帮板,上、下链道槽之间设有中板,其中一侧的槽帮板设连接有铲板,另一侧槽帮板设有与推力油缸相接的立耳,在槽帮板的两端设有哑铃销卡槽,所述铲板的底部设有若干封闭式减震槽,在哑铃销卡槽与立耳之间设有若干竖向的立筋,哑铃销卡槽的外挡板和与之相邻的立筋连接为一体。中板上设有抽拉式活动检修板将哑铃销卡槽的外挡板与立筋设计为下部相连,整体受力强度在不过多增加材料的前提下,得到很大提高。铲板下方设计的减震槽为封闭式结构,承载能力远远大于开式结构,同时减少了铸造用材。为同规格

断续菱形花纹焊道工艺在刮板输送机中部槽耐磨修复中的应用.docx
断续菱形花纹焊道工艺在刮板输送机中部槽耐磨修复中的应用断续菱形花纹焊道工艺在刮板输送机中部槽耐磨修复中的应用摘要:刮板输送机是一种常用的输送设备,广泛应用于各类矿山、冶金、化工等行业。然而,由于矿石及物料的摩擦和冲击作用,刮板输送机中部槽往往会出现磨损现象。为了解决这一问题,本文研究了断续菱形花纹焊道工艺在刮板输送机中部槽耐磨修复中的应用。通过实验验证,该工艺能够有效提高刮板输送机中部槽的耐磨性能,延长使用寿命。关键词:刮板输送机;断续菱形花纹焊道工艺;耐磨修复;使用寿命1.引言刮板输送机是一种常用的输送