
一种金属件表面抛光工艺.pdf

大渊****公主


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种金属件表面抛光工艺.pdf
本发明公开了一种金属件表面抛光工艺,本发明增加了多次酸洗和水洗能够将金属件表面的锈迹、杂质和氧化层清除彻底,同时采用物理抛光和化学抛光双重抛光技术进行抛光打磨,保证了金属件表面的光滑性,本发明中在金属件除油之前使用40目砂纸对金属件表面进行打磨处理,这样能够预先处理掉表面的锈迹杂物等;二次水洗后金属件采用干燥的方式为晾干处理,水洗后金属件表面任然残留酸液,因此采用晾干方式有利于酸液的挥发;抛光用的钢珠直径为3mm,这种粒径的钢珠能够对金属件表面各处进行打磨,同时不会影响打磨效率;抛光剂的浓度为30g/L,

一种金属件的抛光加工工艺.pdf
本发明公开了一种金属件的抛光加工工艺,包括以下工艺步骤:a、表面清洗处理:把需处理的金属件表面用除油清洗剂进行清洗干净;b、表面粗抛光处理:采用转速为3000-3500r/min的马达抛光机进行抛光;c、表面细抛光处理:将金属件在室温下采用抛光蜡涂覆在抛光机的布轮表面上进行超精细抛光;d、最后在金属件的表面涂覆防锈蜡。本发明的有益效果是:该种金属件的抛光工艺操作简单可靠,将金属件表面先进行表面清洗,然后再进行粗抛光和细抛光,最后进行防锈蜡的涂覆,使金属件具有较高的光泽度,经过这些工艺的处理,能有效的延长金

一种表面抛光工艺方法.pdf
本发明公开了一种表面抛光工艺方法,其包括以下步骤:1)粗加工:要求平面度0.01以内;2)半精加工:要求平面度0.005以内,光洁度达到0.4以内;3)精加工:选用粒度为1500粒的合金砂轮;将所选用的砂轮装在平面磨床上,选用紫铜块,对所选用的砂轮进行一次粗修处理,要求光洁度0.6以内;在同样的所述紫铜块上面,进行二次修砂轮,要求光洁度在0.4以内;选用钼块,对二次粗修后的砂轮进行精修处理,进行精修砂轮下刀量最多在0.001,要求钼块的面粗度在0.1以内将经过所述半精加工后的抛光工件在精修后的砂轮上进行最
一种多表面抛光工艺.pdf
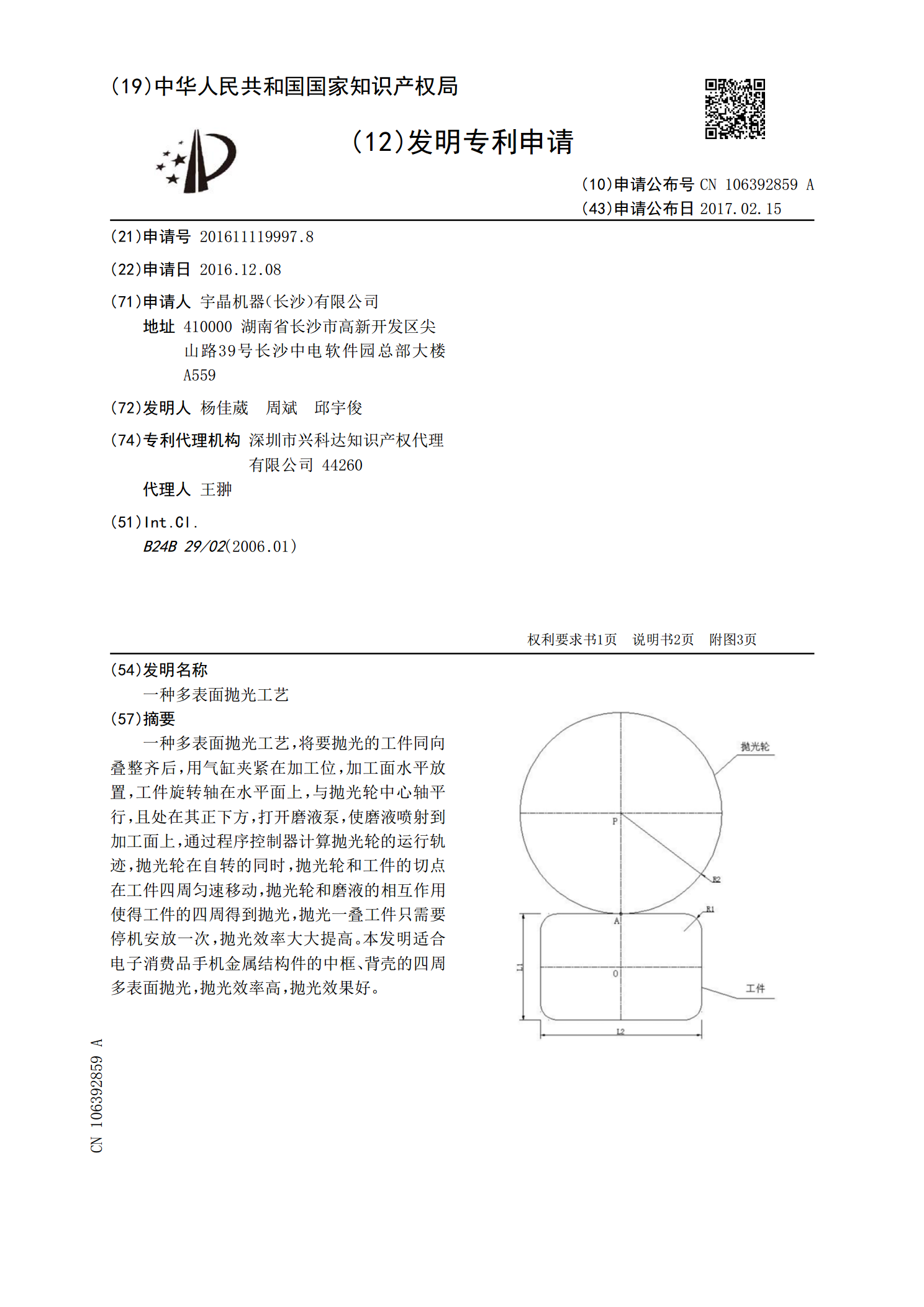
一种多表面抛光工艺,将要抛光的工件同向叠整齐后,用气缸夹紧在加工位,加工面水平放置,工件旋转轴在水平面上,与抛光轮中心轴平行,且处在其正下方,打开磨液泵,使磨液喷射到加工面上,通过程序控制器计算抛光轮的运行轨迹,抛光轮在自转的同时,抛光轮和工件的切点在工件四周匀速移动,抛光轮和磨液的相互作用使得工件的四周得到抛光,抛光一叠工件只需要停机安放一次,抛光效率大大提高。本发明适合电子消费品手机金属结构件的中框、背壳的四周多表面抛光,抛光效率高,抛光效果好。

一种轮毂表面抛光工艺.pdf
本发明公开了一种轮毂表面抛光工艺,涉及轮毂加工领域,通过脱脂、冲洗、配制抛光液、抛光反应、浸泡、烘干、打磨七个步骤制得,该种轮毂表面抛光工艺,采用该方法对轮毂的表面进行抛光具有抛光效果好、表面光亮度高的优点,而且可以节育大量的人力成本、缩短加工时间。