
具有自清洁残留物功能的模具构件.pdf

志玉****爱啊


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

具有自清洁残留物功能的模具构件.pdf
提供了一种用于清洁模具构件一部分的方法,该模具构件部分包括一通道,配置为在使用时可使流体通过并阻止熔体通过,该方法包括:使模具构件进入一清洁配置,在该配置下,该通道的一部分成为成型表面的一部分;运转一成型周期,使至少部分通道中填入造型材料,以融入和去除其中的残留物(330)。

具有自清洁残留物功能的模具构件.pdf
提供了一种用于清洁模具构件一部分的方法,该模具构件部分包括一通道,配置为在使用时可使流体通过并阻止熔体通过,该方法包括:使模具构件进入一清洁配置,在该配置下,该通道的一部分成为成型表面的一部分;运转一成型周期,使至少部分通道中填入造型材料,以融入和去除其中的残留物(330)。

一种具有自清洁的模具.pdf
本发明公开了一种具有自清洁的模具,包括安装板,所述安装板顶部的右侧固定连接有下模,所述下模的顶部设置有上模,所述安装板顶部的左侧固定连接有固定箱,所述固定箱的右侧设置有垫板,所述垫板的右侧固定连接有除尘套。本发明由传动机构带动垫板左右移动,再由风机对过滤箱内部的空气进行排出,最后由过滤箱通过连接机构和除尘套对下模与上模表面的杂质进行抽出,从而具备了能够进行自动清洁的优点,解决了现有冲压模具不具备一定的自清洁结构,在冲压完成或放置一段时间后会留有一定的杂质,而这些杂质若未处理干净,不但影响模具的使用寿命,甚

具有自清洁功能的电焊设备.pdf
本发明提供具有自清洁功能的电焊设备,在焊接底座两侧设有防尘轨道,第一二防尘罩设在焊接底座两侧,气雾喷嘴设在第一二防尘罩上,在焊接底座上设有间距调节轨,第一支撑辊通过第一支撑座设在间距调节轨内,第二支撑辊通过第二支撑座设在间距调节轨内,支撑柱设在焊接底座一侧,在支撑柱上设有旋转电机,旋转电机输出轴与旋转轴相连,旋转套件套接在旋转轴上,焊接头通过伸缩杆与旋转套件相连,在旋转套件两侧设有驱动槽,驱动槽内设有伸缩电机,伸缩电机上设有连接件,连接件另一端套接在驱动辊上,在驱动辊两侧设有滚轮,旋转套件一侧设有驱动器,
具有自清洁功能的宽楼梯.pdf
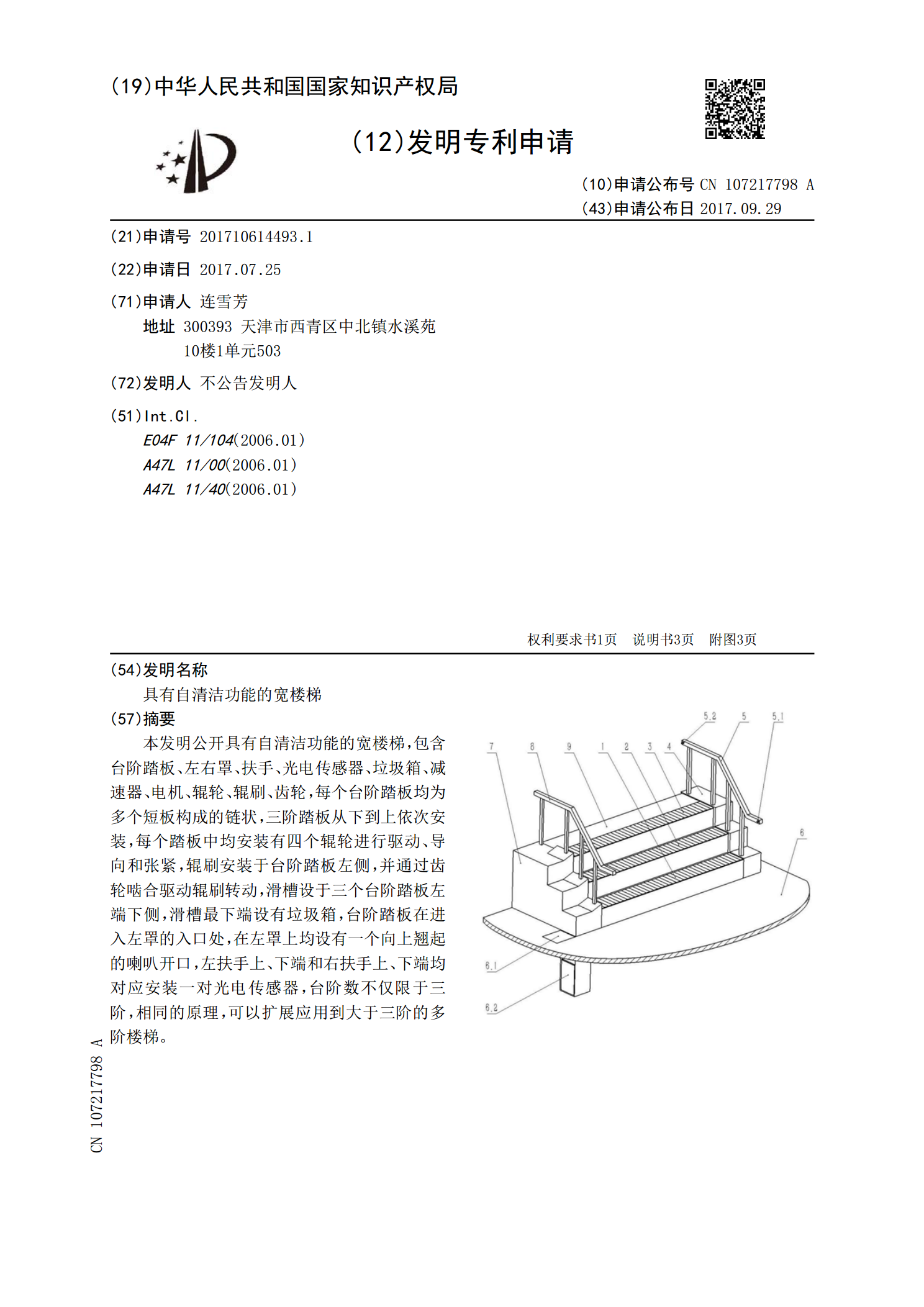
本发明公开具有自清洁功能的宽楼梯,包含台阶踏板、左右罩、扶手、光电传感器、垃圾箱、减速器、电机、辊轮、辊刷、齿轮,每个台阶踏板均为多个短板构成的链状,三阶踏板从下到上依次安装,每个踏板中均安装有四个辊轮进行驱动、导向和张紧,辊刷安装于台阶踏板左侧,并通过齿轮啮合驱动辊刷转动,滑槽设于三个台阶踏板左端下侧,滑槽最下端设有垃圾箱,台阶踏板在进入左罩的入口处,在左罩上均设有一个向上翘起的喇叭开口,左扶手上、下端和右扶手上、下端均对应安装一对光电传感器,台阶数不仅限于三阶,相同的原理,可以扩展应用到大于三阶的多阶