
一种高精度台阶深孔类零件的加工方法.pdf

书生****aa


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高精度台阶深孔类零件的加工方法.pdf
本发明具体为一种高精度台阶深孔类零件的加工方法,解决了台阶深孔类零件采用传统镗削工艺存在直线度差且无法保证尺寸及形位精度的问题。a、将深孔类零件分为零件本体I和零件本体II;b、加工零件本体I的内孔至成孔,外圆留加工余量,随后加工零件本体II的内孔、外圆各留加工余量,然后与零件本体I组焊;c、焊后在零件本体II外端孔压入堵头,并在堵头外端面打中心孔,加工零件本体I和零件本体II外圆至成品尺寸;d、制作导向筒;e、粗镗及精镗零件本体II内孔。本发明零件的直线度要求达到了技术要求的规定,而且避免了薄壁零件的变

高精度台阶式深斜孔的加工探讨.docx
高精度台阶式深斜孔的加工探讨高精度台阶式深斜孔的加工探讨摘要:在现代制造领域中,高精度台阶式深斜孔的加工是一项非常重要的技术。本文从机械结构、刀具选择、切削参数优化等方面对高精度台阶式深斜孔的加工进行探讨,以提高加工质量和效率。1.引言高精度台阶式深斜孔的加工在航空、航天、汽车等领域中广泛应用。精确控制深斜孔形状和加工质量对于产品的可靠性和性能至关重要。然而,由于台阶式深斜孔形状复杂、加工难度大等因素,加工过程存在一定的困难。因此,本文旨在探讨高精度台阶式深斜孔的加工方法,提高加工效率和质量。2.机械结构

一种高精度深孔的加工方法.docx
一种高精度深孔的加工方法深孔加工是一种特殊的工艺加工,它是指在零件内侧要求较深、直径较小、精度要求较高的孔加工。深孔加工具有成本低、效率高、精度要求高和工艺要求高等优点。在各个机械加工行业中,深孔加工都是一个非常重要和广泛的加工领域,它不仅能够满足市场对零件低成本、大批量和高精度的要求,同时也促进了传统块材零件加工向高效率、高质量等方面的发展。在深孔加工中,如何提高加工精度是一个非常关键的问题。在传统的深孔加工过程中,由于热变形、撞机等问题的影响,会使得加工精度无法得到保障,并且可能会使得零件发生质量问题
轴类零件小直径台阶深孔加工工艺及工艺装备.pdf
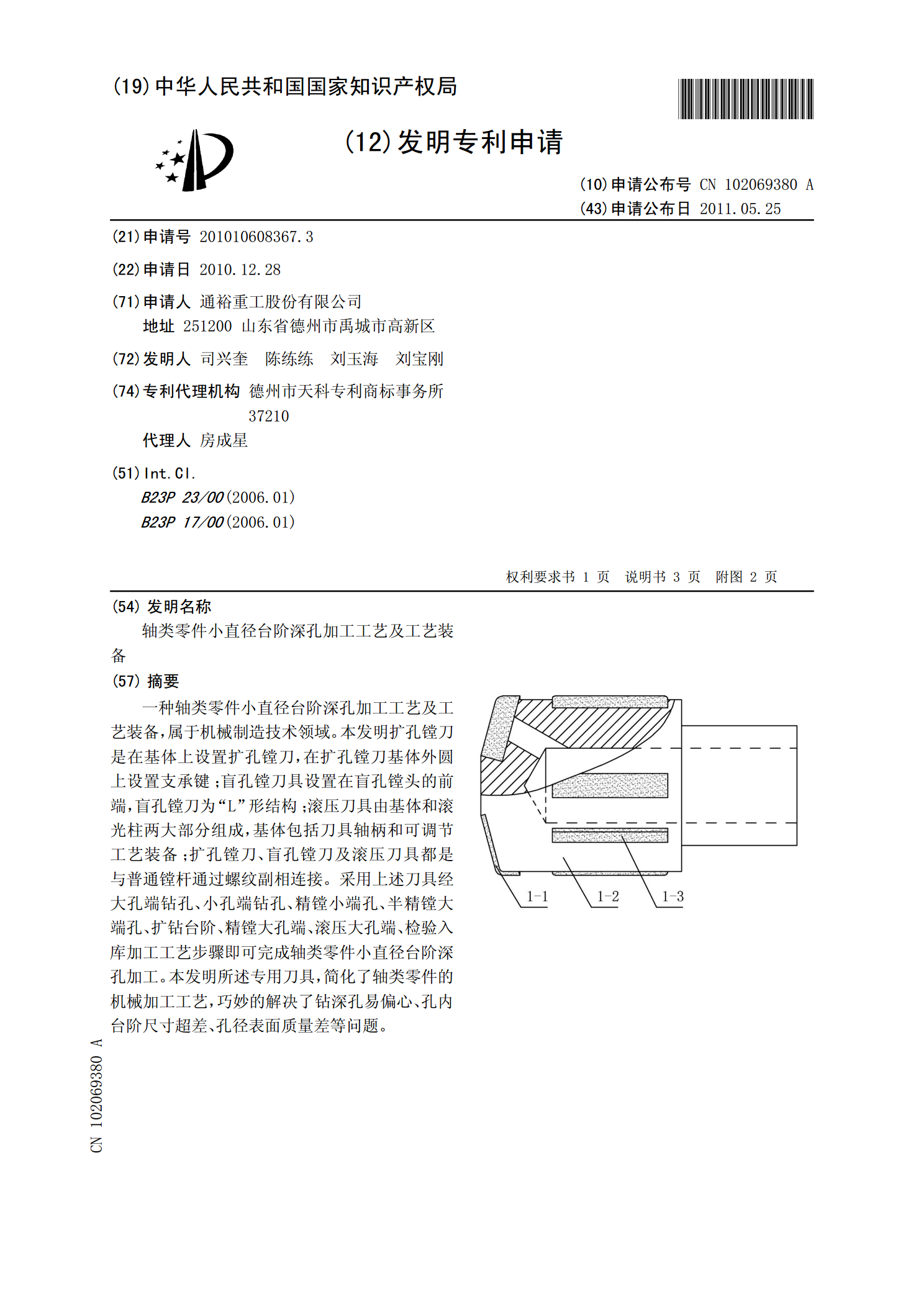
一种轴类零件小直径台阶深孔加工工艺及工艺装备,属于机械制造技术领域。本发明扩孔镗刀是在基体上设置扩孔镗刀,在扩孔镗刀基体外圆上设置支承键;盲孔镗刀具设置在盲孔镗头的前端,盲孔镗刀为“L”形结构;滚压刀具由基体和滚光柱两大部分组成,基体包括刀具轴柄和可调节工艺装备;扩孔镗刀、盲孔镗刀及滚压刀具都是与普通镗杆通过螺纹副相连接。采用上述刀具经大孔端钻孔、小孔端钻孔、精镗小端孔、半精镗大端孔、扩钻台阶、精镗大孔端、滚压大孔端、检验入库加工工艺步骤即可完成轴类零件小直径台阶深孔加工。本发明所述专用刀具,简化了轴类零

一种多台阶深孔工件的加工工艺方法.docx
一种多台阶深孔工件的加工工艺方法随着现代制造工艺的不断发展,多台阶深孔工件的加工需求日益增加,特别是在航空、汽车、机械等领域的高精度、高质量制造中,深孔加工技术得到了广泛应用。本文介绍了一种多台阶深孔工件的加工工艺方法,包括工艺流程、加工装备和加工参数等方面的介绍。一、多台阶深孔工件的加工流程1.原料准备首先,需要准备好加工原料,确保原料的品质和规格满足加工要求。2.工件固定将工件安装到加工设备上,并进行固定,确保工件不会在加工过程中移动或发生变形。3.钻孔通过钻孔设备进行钻孔,钻孔深度以及钻孔直径需根据