
一种台阶结构焊缝搅拌摩擦焊接方法.pdf

骊蓉****23


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种台阶结构焊缝搅拌摩擦焊接方法.pdf
本发明属于金属焊接领域,具体涉及到一种台阶结构焊缝搅拌摩擦焊接方法。本发明台阶结构焊缝搅拌摩擦焊接方法,在台阶结构处预留有工艺余量,焊接时,先进行台阶结构厚层焊接,焊接完厚焊缝,然后铣去工艺余量,使其与台阶结构薄层平齐,再从铣后的焊缝起焊接薄焊缝。本发明方法取消了工艺试片,减少了辅助材料,节省了修配工艺试片的时间,同时消除了铣掉工艺试片时产生飞溅的危险,同时保证了焊缝的焊接质量的稳定性,提高了零件合格率和生产效率;其次,本发明优化了焊接工序,实现了工装的通用性,降低了工装制造成本,相对现有焊接技术,具有显
一种长焊缝搅拌摩擦焊设备及搅拌摩擦焊接方法.pdf
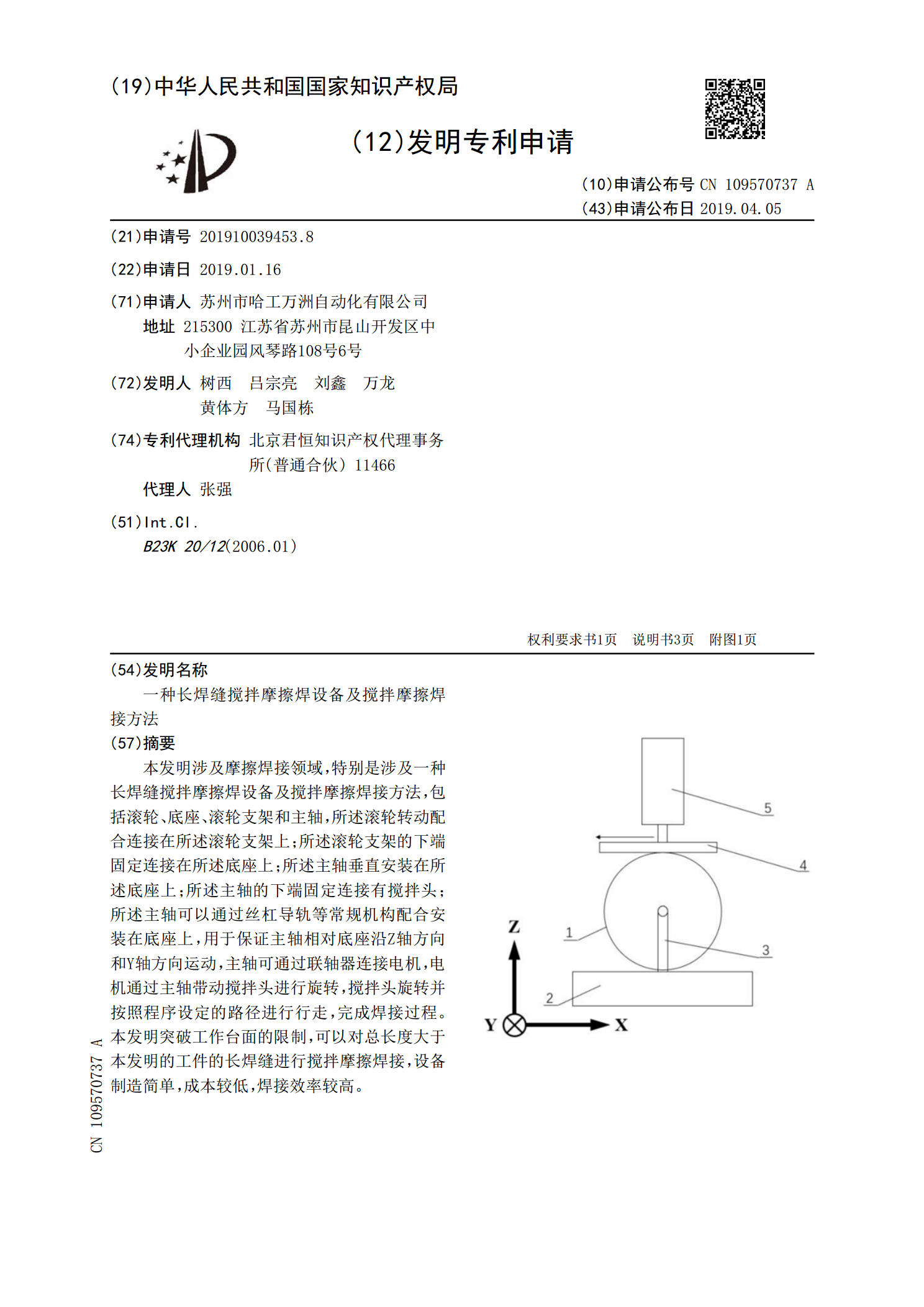
本发明涉及摩擦焊接领域,特别是涉及一种长焊缝搅拌摩擦焊设备及搅拌摩擦焊接方法,包括滚轮、底座、滚轮支架和主轴,所述滚轮转动配合连接在所述滚轮支架上;所述滚轮支架的下端固定连接在所述底座上;所述主轴垂直安装在所述底座上;所述主轴的下端固定连接有搅拌头;所述主轴可以通过丝杠导轨等常规机构配合安装在底座上,用于保证主轴相对底座沿Z轴方向和Y轴方向运动,主轴可通过联轴器连接电机,电机通过主轴带动搅拌头进行旋转,搅拌头旋转并按照程序设定的路径进行行走,完成焊接过程。本发明突破工作台面的限制,可以对总长度大于本发明的
搅拌摩擦焊接中焊缝间隙的测量方法.pdf
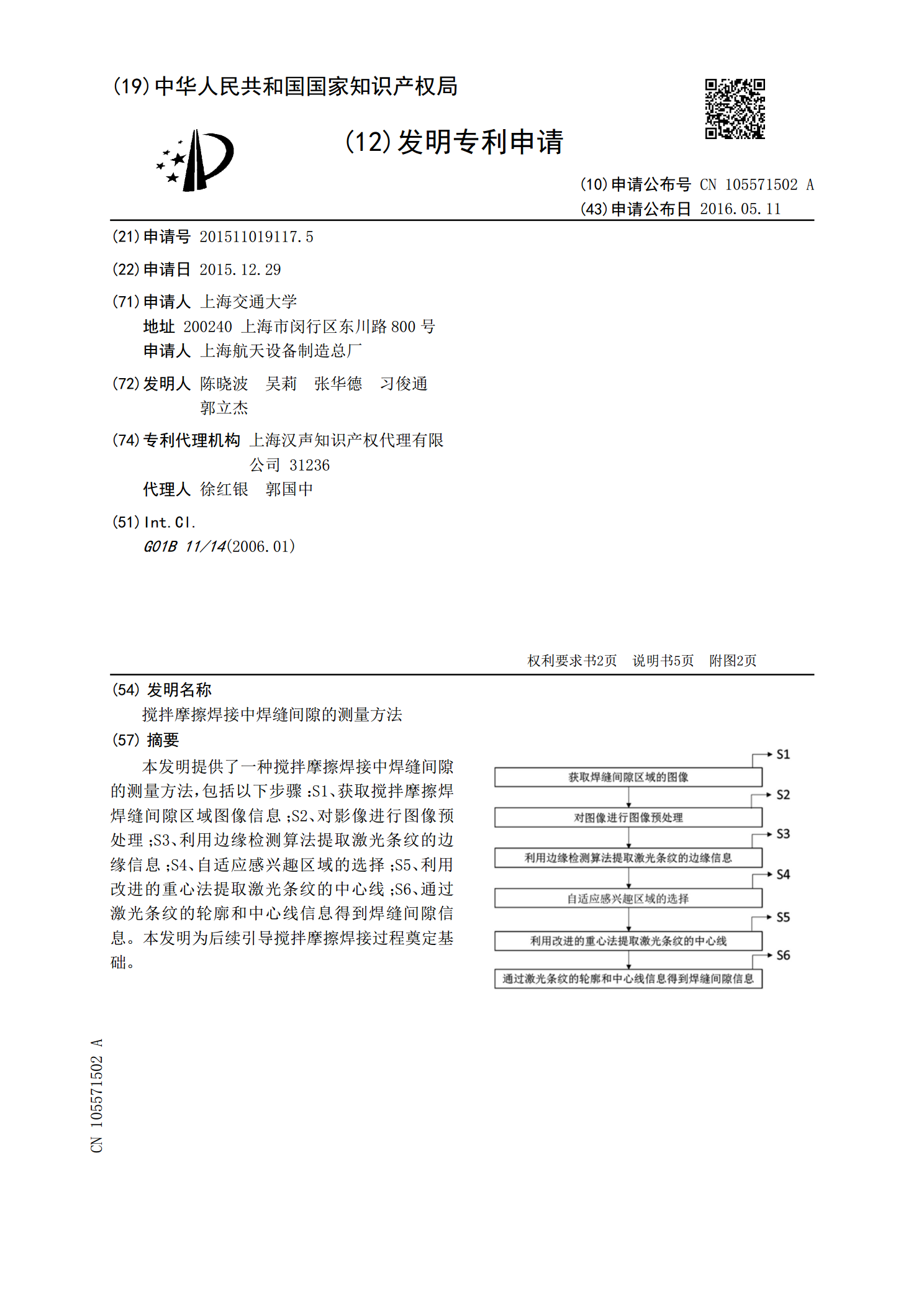
本发明提供了一种搅拌摩擦焊接中焊缝间隙的测量方法,包括以下步骤:S1、获取搅拌摩擦焊焊缝间隙区域图像信息;S2、对影像进行图像预处理;S3、利用边缘检测算法提取激光条纹的边缘信息;S4、自适应感兴趣区域的选择;S5、利用改进的重心法提取激光条纹的中心线;S6、通过激光条纹的轮廓和中心线信息得到焊缝间隙信息。本发明为后续引导搅拌摩擦焊接过程奠定基础。
焊接不锈钢管环形焊缝的搅拌摩擦焊接装置及焊接方法.pdf
本发明公开了一种焊接不锈钢管环形焊缝的搅拌摩擦焊接装置及焊接方法。该搅拌摩擦焊接装置包括工作台、轴肩、搅拌针、用于固定搅拌针的第一固定装置、连接框架、丝杠升降机、轴、齿轮、驱动装置和齿轮轨道,所述工作台设置在两个齿轮轨道中间位置,轴肩设置在工作台上方,搅拌针穿过轴肩中心位置设置在第一固定装置上,第一固定装置设置在连接框架上,连接框架上方设有丝杠升降机,丝杠升降机设置在轴的中心位置,轴的两端对称设置在齿轮中心位置处,齿轮上设有驱动装置,齿轮设置在齿轮轨道上。该搅拌摩擦焊接装置的搅拌针就能一直垂直于钢管的环形
一种焊缝双面施加氩气保护的搅拌摩擦焊接装置及方法.pdf
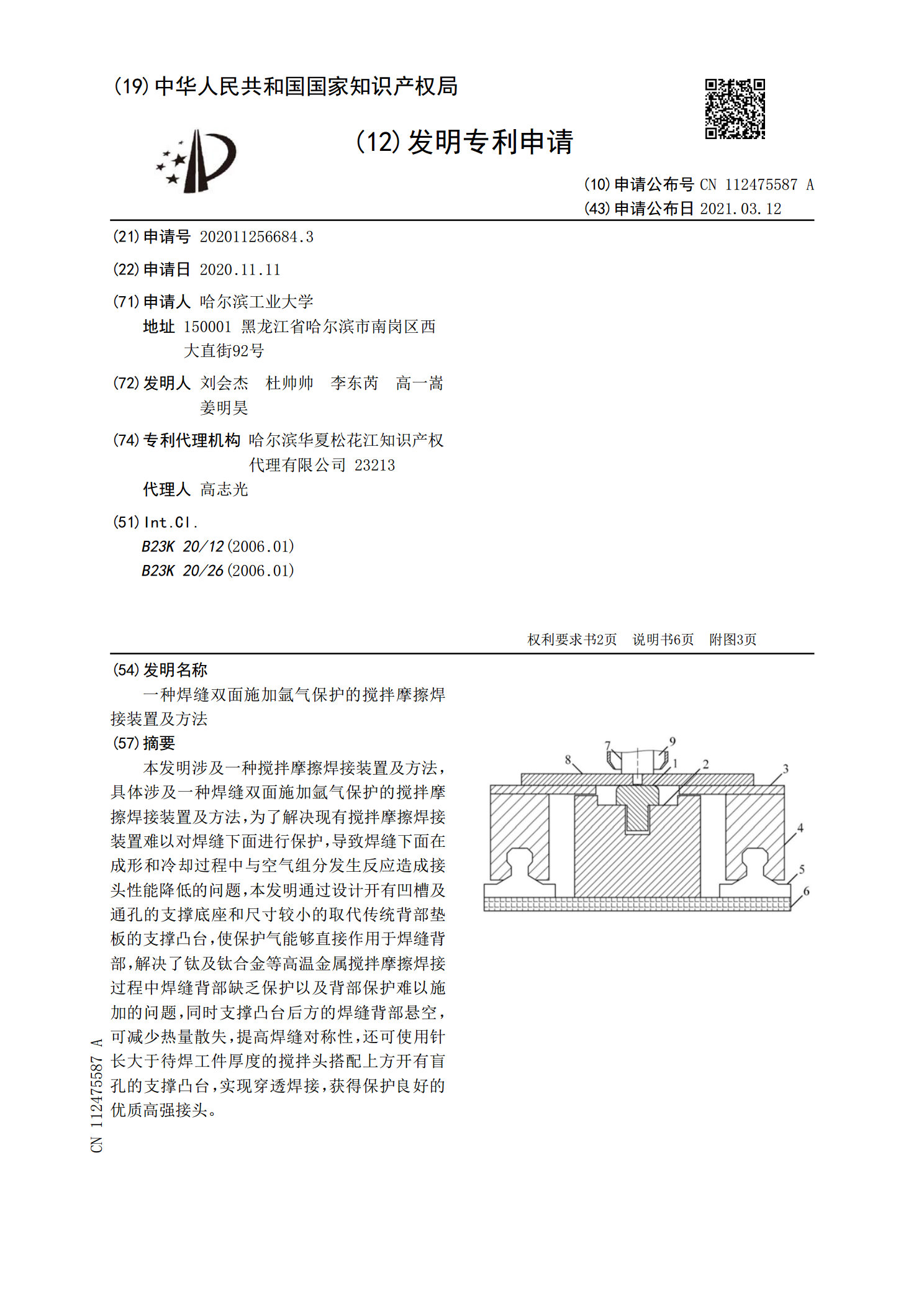
本发明涉及一种搅拌摩擦焊接装置及方法,具体涉及一种焊缝双面施加氩气保护的搅拌摩擦焊接装置及方法,为了解决现有搅拌摩擦焊接装置难以对焊缝下面进行保护,导致焊缝下面在成形和冷却过程中与空气组分发生反应造成接头性能降低的问题,本发明通过设计开有凹槽及通孔的支撑底座和尺寸较小的取代传统背部垫板的支撑凸台,使保护气能够直接作用于焊缝背部,解决了钛及钛合金等高温金属搅拌摩擦焊接过程中焊缝背部缺乏保护以及背部保护难以施加的问题,同时支撑凸台后方的焊缝背部悬空,可减少热量散失,提高焊缝对称性,还可使用针长大于待焊工件厚度