
激光喷焊嘴、喷焊装置及方法.pdf

绮兰****文章

1/7

2/7

3/7
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

激光喷焊嘴、喷焊装置及方法.pdf
本发明公开一种激光喷焊嘴及喷焊装置,其中激光喷焊嘴包括设有空腔的喷焊嘴本体,该喷焊嘴本体设有与空腔连通的供气口、送锡孔和喷嘴,该焊锡球与喷嘴间隙配合,使焊锡球自动落地运动。使用时焊锡球在喷嘴内自由落体运动,当其熔化状态时,避免焊锡与喷嘴接触而残留,减少喷嘴堵塞现象。同时采用所述喷焊嘴的激光喷焊装置,在焊锡球熔化时由供压机构产生的一定压力气体,给焊锡提供动力,该压力气体为惰性气体,可以对焊锡起到保护。同时由于焊锡球可以在喷嘴内自由落体运动,该焊锡球与喷嘴壁之间存在间隙,当压力气体对焊锡球施压时,部分的气体从

热喷焊和冷喷焊的应用.docx
热喷焊和冷喷焊的应用热喷焊和冷喷焊的应用摘要:热喷焊和冷喷焊作为现代工业中常用的两种焊接方法,具有广泛的应用领域。本文将探讨热喷焊和冷喷焊的原理、优缺点以及在不同领域中的应用。引言:热喷焊和冷喷焊是现代焊接技术中两种重要的方法。热喷焊将热喷涂与焊接技术相结合,利用高温喷焊源将材料喷射到基底材料上进行粘结。冷喷焊则利用高压气体将涂覆材料喷射到基底材料上,形成高密度的涂层。这两种方法都具有独特的优势和适用性,在航空航天、能源、汽车、电子等领域得到广泛应用。一、热喷焊的应用:1.航空航天领域:热喷焊技术被广泛应
一种细长实芯辊件的喷焊重熔装置及喷焊重熔方法.pdf
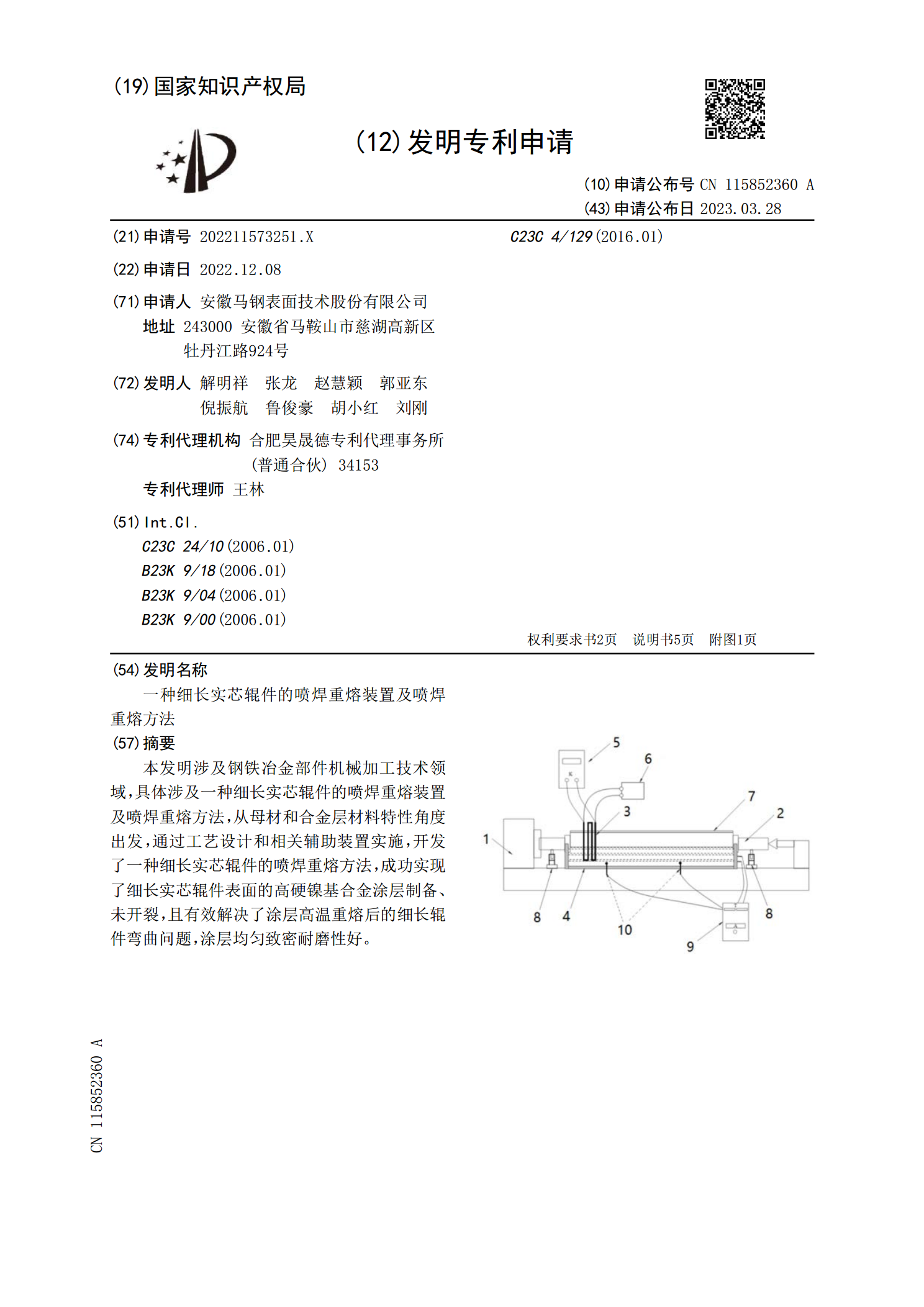
本发明涉及钢铁冶金部件机械加工技术领域,具体涉及一种细长实芯辊件的喷焊重熔装置及喷焊重熔方法,从母材和合金层材料特性角度出发,通过工艺设计和相关辅助装置实施,开发了一种细长实芯辊件的喷焊重熔方法,成功实现了细长实芯辊件表面的高硬镍基合金涂层制备、未开裂,且有效解决了涂层高温重熔后的细长辊件弯曲问题,涂层均匀致密耐磨性好。

喷焊与堆焊技术.pdf
第二节:热喷焊工艺与特点2.1、热喷焊工艺的一般特点采用热源使涂层材料在基体表面重新熔化或部分熔化,实现涂层与基体之间、涂层内颗粒之间的冶金结合,消除孔隙、这就是热喷焊技术。•根据采用的热源不同,热喷焊技术有:氧—乙炔火焰喷焊和等离子喷焊两种。基本特点a)热喷焊组织致密,冶金缺陷很少,与基材结合强度高,(结合强度是热喷涂的10倍),可形成几毫米厚的涂层;b)热喷焊材料必须与基材相匹配,喷焊材料和基材比热喷涂窄得多;原因1)喷焊材料需能够润湿基材;2)必须与基材相容,即它们在液相和固相下必须有一定的溶解度;

喷涂与喷焊的区别.doc
喷涂与喷焊的区别1.与基体金属的结合形成不同:喷涂层与零件表面主要为机械结合,结合强度低,约为5MPa~50MPa,抗冲击性能差。喷熔涂层与零件表面为冶金结合,结合强度高,约为300MPa~700MPa。2.喷涂材料不同:喷焊要求使用自熔性合金粉末,而喷涂则对粉末的自熔性要求不高,且不一定是自熔性合金粉末,各种自熔性合金粉末既可用于喷焊又可用于喷涂,但喷涂粉末不具备自熔性只能用于喷涂而不能用于喷焊工艺。3.工件受热情况不同:喷涂与喷焊过程中,喷前预热温度不同,工件受热影响不同,喷后工件的组织、性能亦不同。