
闸阀阀体密封面加工胎具总成.pdf

是你****岺呀


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
闸阀阀体密封面加工胎具总成.pdf
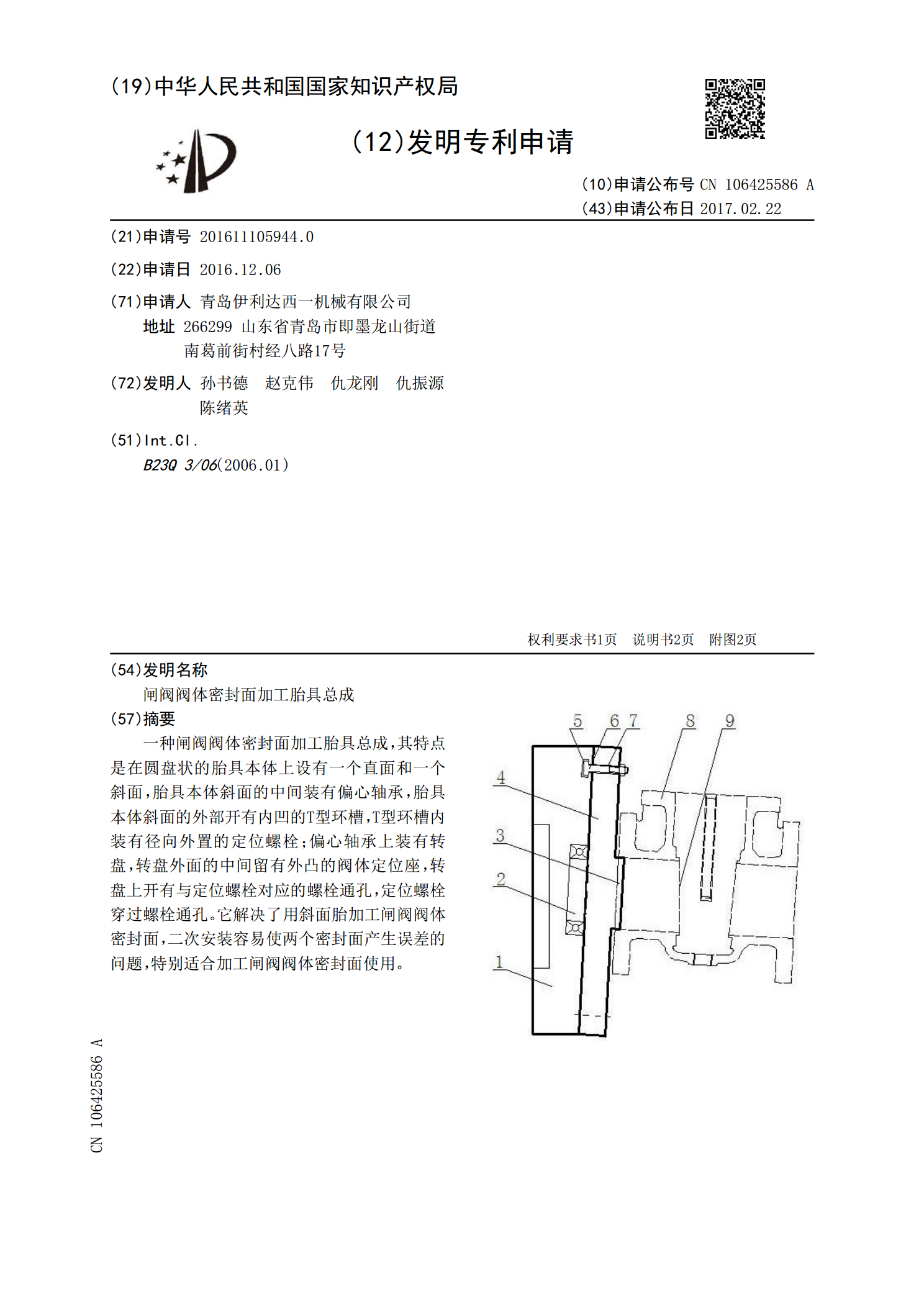
一种闸阀阀体密封面加工胎具总成,其特点是在圆盘状的胎具本体上设有一个直面和一个斜面,胎具本体斜面的中间装有偏心轴承,胎具本体斜面的外部开有内凹的T型环槽,T型环槽内装有径向外置的定位螺栓;偏心轴承上装有转盘,转盘外面的中间留有外凸的阀体定位座,转盘上开有与定位螺栓对应的螺栓通孔,定位螺栓穿过螺栓通孔。它解决了用斜面胎加工闸阀阀体密封面,二次安装容易使两个密封面产生误差的问题,特别适合加工闸阀阀体密封面使用。
一种闸阀阀体内部两侧3度倾斜密封面加工设备.pdf
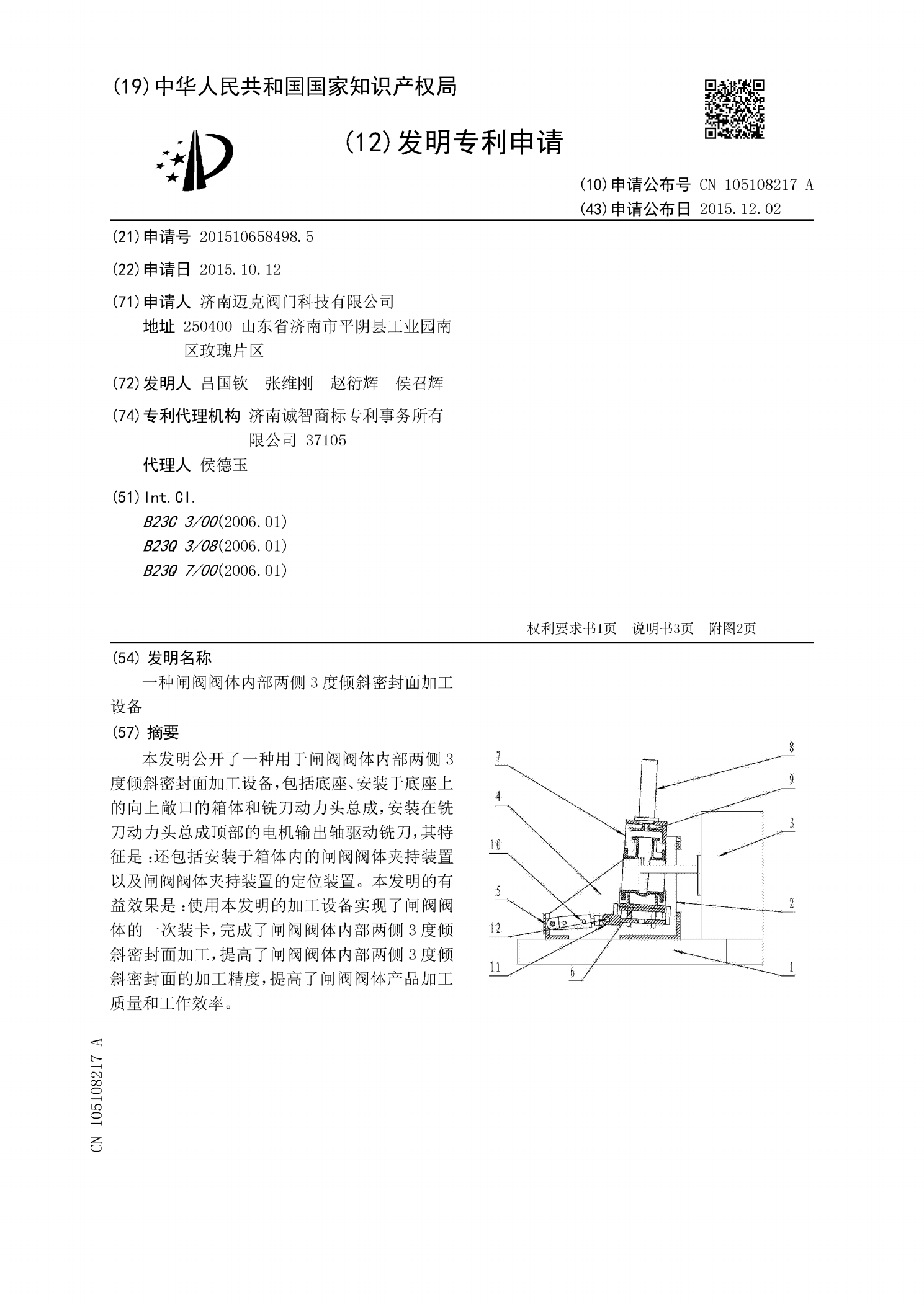
本发明公开了一种用于闸阀阀体内部两侧3度倾斜密封面加工设备,包括底座、安装于底座上的向上敞口的箱体和铣刀动力头总成,安装在铣刀动力头总成顶部的电机输出轴驱动铣刀,其特征是:还包括安装于箱体内的闸阀阀体夹持装置以及闸阀阀体夹持装置的定位装置。本发明的有益效果是:使用本发明的加工设备实现了闸阀阀体的一次装卡,完成了闸阀阀体内部两侧3度倾斜密封面加工,提高了闸阀阀体内部两侧3度倾斜密封面的加工精度,提高了闸阀阀体产品加工质量和工作效率。

一种利用铸钢闸阀阀体毛坯加工堵阀阀体的方法.docx
一种利用铸钢闸阀阀体毛坯加工堵阀阀体的方法铸钢闸阀阀体在现代工业中被广泛使用,它起到了隔离、截流、调节和流量控制等重要作用。而阀体毛坯加工则是制造铸钢闸阀的关键步骤之一,其良好的加工质量和准确性对闸阀的性能和使用寿命具有重要影响。因此,本文将介绍一种利用铸钢闸阀阀体毛坯加工堵阀阀体的方法。一、铸钢闸阀阀体毛坯加工的基本要求铸钢闸阀阀体毛坯加工的基本要求是要保证其在机加工过程中不会发生变形、开裂、剥离等问题。同时,还需要保证加工出来的阀体的几何尺寸、表面平整度和精度等符合技术要求。具体要求如下:1.加工前必

用于加工阀体密封面的磨床.pdf
本发明涉及用于加工阀体密封面的磨床,包括主箱体、驱动机构、主轴和磨头,工件固定机构包括气缸,气缸伸出端设有工件压板;驱动机构通过主轴和传动轴与磨头连接;驱动机构包括主轴电机和升降电机,主轴电机通过齿轮箱与主轴连接,升降电机通过蜗轮蜗杆与主轴连接,并驱动主轴上下运动;驱动机构下面设有由弹簧和气缸组成的推拉机构,可推拉驱动机构上下运动并带动磨头升降。推拉机构推拉驱动机构上下运动,使磨头向上的举升力控制在30-70Kg,从而满足磨削密封面的工作压力要求;PLC控制器通过变频器控制主轴电机正反向旋转,提高磨削质量

锻钢延长阀体闸阀EG8C4YK锻钢延长阀体闸阀.docx
锻钢阀门>>锻钢闸阀>>锻钢延长阀体闸阀产品名称:锻钢延长阀体闸阀产品型号:EG8C4Y-K产品口径:DN15-50产品压力:0.6~32.0Mpa产品材质:铸钢、不锈钢、合金钢等产品概括:生产标准:国家标准GB、机械标准JB、化工标准HG、美标API、ANSI、德标DIN、日本JIS、JPI、英标BS生产。阀体材质:铜、铸铁、铸钢、碳钢、WCB、WC6、WC9、20#、25#、锻钢、A105、F11、F22、不锈钢、304、304L、316、316L、铬钼钢、低温钢、钛合金钢等。工作压力。工作温度:-1