
金属壳体的制作方法及金属壳体、电子设备.pdf

曦晨****22


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

金属壳体的制作方法及金属壳体、电子设备.pdf
本公开是关于一种金属壳体的制作方法及金属壳体、电子设备。所述方法包括:将金属板材冲压出金属壳体的侧壁,所述侧壁上方的设定位置保留有预留料;将所述预留料从所述侧壁上方沿着所述侧壁的内侧方向进行折弯墩挤,直至在所述侧壁的内侧形成一凸出部;根据抓胶结构的预设形状,将所述凸出部上的余料去除,形成所述抓胶结构;对所述抓胶结构进行注塑,以通过塑胶填补所述抓胶结构。本公开技术方案可以避免通过CNC对金属板材进行冲压成型,降低对金属材料的冲压成型难度,节省加工金属壳体的时间,提高制作金属壳体的生产效率。

金属壳体及其制作方法.pdf
本申公开了一种金属壳体及其制作方法,所述金属壳体的制作方法包括:确定目标图案;将所述目标图案划分为多个图案区块;其中,不同所述图案区块的颜色不同;同一所述图案区块的颜色相同;基于所述图案区块,在待处理金属板材的预设区域逐一形成所述图案区块,以在所述预设区域形成所述目标图案,获得所述金属壳体。可见,本申请技术方案能够基于目标图案进行图案区块划分,再基于图案区块,将待处理金属板材上逐一形成各个图案区块,从而在待处理金属板材的预设区域形成所述目标图案,获得金属壳体,如是可以基于需求形成具有所需外观的目标图案,增

壳体的制作方法、壳体和电子设备.pdf
本申请涉及一种壳体的制作方法,包括:S110,制备内表面的待染色的区域至少包括第一区域和第二区域的基板;S120,在第一区域以外的部分设置第一遮蔽层;S130,将基板的部分结构置于第一染色液中,以使第一区域的全部或部分位于第一染色液中,并以第一速度提拉基板以脱离第一染色液;S140,去除第一遮蔽层,在第二区域以外的部分设置第二遮蔽层;及S150,将基板的部分结构置于第二染色液中,以使第二区域的部分区域位于第二染色液中,并以第二速度提拉基板以脱离第二染色液。上述壳体的制作方法,采用第一遮蔽层、第二遮蔽层分别
金属壳体电池具有外接组合件的金属壳体电池和电子设备.pdf
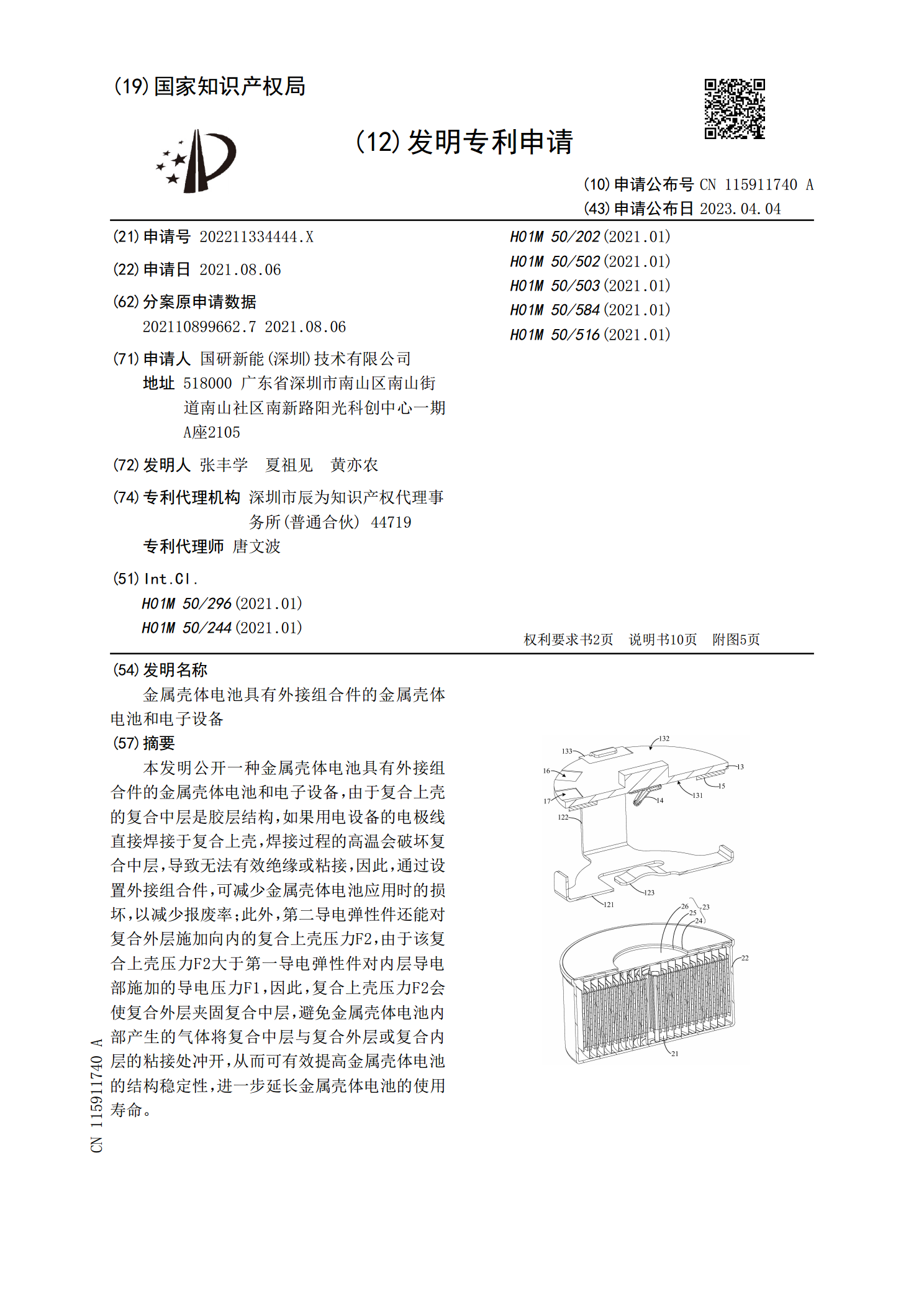
本发明公开一种金属壳体电池具有外接组合件的金属壳体电池和电子设备,由于复合上壳的复合中层是胶层结构,如果用电设备的电极线直接焊接于复合上壳,焊接过程的高温会破坏复合中层,导致无法有效绝缘或粘接,因此,通过设置外接组合件,可减少金属壳体电池应用时的损坏,以减少报废率;此外,第二导电弹性件还能对复合外层施加向内的复合上壳压力F2,由于该复合上壳压力F2大于第一导电弹性件对内层导电部施加的导电压力F1,因此,复合上壳压力F2会使复合外层夹固复合中层,避免金属壳体电池内部产生的气体将复合中层与复合外层或复合内层的

具有金属质感的壳体的制作方法及由该方法制得的壳体.pdf
本发明提供一种具有金属质感的壳体的制作方法,其包括如下步骤:提供一塑料基体,该塑料基体具有预制得的壳体结构;提供一装饰薄膜;于该装饰薄膜的表面形成一具有金属质感的不导电镀膜层;将该覆盖有该不导电镀膜层的装饰薄膜形成一预定形状;对该形成有预定形状的装饰薄膜进行裁切,使该装饰薄膜的外形轮廓形成符合该塑料基体外围形状;将该裁切好的装饰薄膜粘贴到该塑料基体的表面。本发明还提供一种上述方法制得的壳体。